Introduction
Gear failure in industrial applications triggers cascading mechanical failures, safety incidents, and costly unplanned repairs across sectors like mining, defense, and transportation. According to a 2024 Siemens report, Fortune Global 500 companies lose approximately $1.4 trillion annually to unplanned downtime, equating to 11% of their total revenues. In automotive manufacturing alone, the cost reaches $2.3 million per hour.
Gear durability testing is the systematic process manufacturers use to verify that a gear will perform reliably under real operational loads before it ever enters service. Skipping or shortcutting this validation is one of the most expensive decisions a manufacturer can make.
In wind turbine gearboxes — a reliable stand-in for heavy industrial drivetrains — gears account for 25% of all component failures, trailing only bearings. When gears fail in the field, the consequences extend beyond replacement costs: warranty accruals, liability exposure in safety-critical applications, and loss of OEM qualification status.
This guide covers what manufacturers in aerospace, defense, industrial, and transportation sectors need to know about gear durability testing:
- The core testing methods and what each one validates
- How material properties and surface finish affect test outcomes
- The role of AGMA standards in test planning and acceptance criteria
- How to integrate durability testing into your production workflow
Key Takeaways
- Durability testing confirms gears can handle real-world loads, wear, and stress before they're deployed
- Key methods include hardness testing, functional performance testing, nital-etch inspection, and dimensional verification
- Testing follows structured programs tied to AGMA, ASTM, and ISO standards
- Skipping or shortcutting validation steps leads to premature gear failure and costly unplanned downtime
- In-house testing capabilities — including nital-etch inspection — shorten lead times and keep quality control within a single production chain
What Is Gear Durability Testing?
Gear durability testing covers the analytical and physical tests performed on gears to verify resistance to wear, fatigue, surface damage, and dimensional degradation over a defined service life. Skipping or shortcutting these evaluations is one of the more direct paths to premature field failure — especially in high-load or high-cycle applications.
Where Testing Fits in Manufacturing
Durability testing occurs at multiple points throughout production:
- Prototype validation — Verifying design and material choices before full production
- Production quality control — Ongoing verification during manufacturing runs
- Post-heat-treat inspection — Critical checkpoint after thermal processing
- Final inspection — Pre-delivery verification against specifications
Each checkpoint catches a different failure mode — problems missed at prototype stage rarely surface until assembly or, worse, in the field.
Two Categories of Testing
A complete durability program uses both testing categories:
Material-Level Tests:
- Hardness measurement (HRC, HV)
- Effective case depth verification
- Surface integrity inspection (nital-etch)
- Metallurgical property validation
Material tests confirm the gear can handle stress at the molecular level. Functional tests, run at the assembly stage, verify that it performs as designed under real operating conditions:
Assembly-Level Functional Tests:
- Backlash measurement
- Transmission error analysis
- Torque efficiency testing
- Contact pattern evaluation
Why Gear Durability Testing Is Critical for Manufacturers
Gears in industrial applications operate under cyclical loads, thermal stress, and surface contact pressures that gradually degrade even well-made components. Without testing, manufacturers cannot know whether a gear's design, material, or heat treatment will survive the application's actual demands. That uncertainty has real consequences — both on the production floor and in the field.
Operational and Business Consequences
Insufficient durability testing leads to:
- Premature tooth wear or pitting that drives scrap and rework costs during production
- Field failures that trigger expensive warranty replacement programs
- Liability exposure in safety-critical applications — aerospace, medical, and defense especially
- Loss of OEM qualification and future business with key customers
In 2022, GE Renewable Energy reported $500 million in warranty and related reserve charges tied to fleet repairs and corrective measures. The Total Quality Management "1-10-100 Rule" puts a number on it: every $1 spent on prevention saves $10 in appraisal and $100 in failure costs.
Compounding Benefits of Rigorous Testing
A comprehensive testing program enables manufacturers to:
- Validate design choices before full production
- Justify AGMA quality ratings with documented evidence
- Support compliance with customer specifications
- Reduce total cost of quality by catching problems during production rather than after delivery
- Strengthen audit readiness and customer confidence with traceable test records
Core Gear Durability Testing Methods
Hardness and Case Depth Testing
Hardness testing measures resistance to surface deformation and directly correlates with wear life and fatigue strength. The measurement method depends on the gear type:
Macrohardness Testing:
- Rockwell C scale (HRC) for through-hardened and case-hardened steels
- Governed by ASTM E18-24 and ISO 6508-1:2023
- AGMA quality standards require specific hardness ranges by service class
Microhardness Testing:
- Vickers (HV) or Knoop (HK) for thin case layers in carburized or nitrided gears
- Required for accurate measurement of shallow hardened zones
- Governed by ASTM E92 and ISO 6507-1:2018
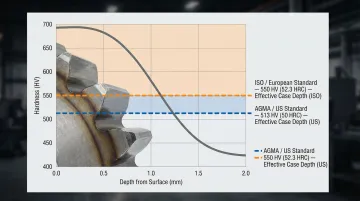
Case Depth Measurement:
Effective case depth (ECD) is measured using microhardness traverse testing starting 0.05 to 0.10 mm below the surface. The US/AGMA definition measures to the point where hardness reaches 50 HRC (approximately 513 HV), while the European/ISO definition uses 550 HV (approximately 52.3 HRC).
Insufficient case depth leads to sub-surface fatigue and spalling under heavy loads. Engineering research confirms that spalling fatigue in carburized gears occurs when applied alternating subsurface shear stress exceeds the fatigue strength of the material at that depth.
Functional Performance Testing
Backlash Testing:
Backlash measures the clearance between mating gear teeth. Too much backlash causes inefficiency and noise; too little causes binding and accelerated wear. Static and dynamic backlash testing directly predicts assembly behavior in drivetrain and transmission applications. ANSI/AGMA 2002-D19 and ISO 21771-2:2025 establish calculation procedures and specification limits.
Transmission Error Testing:
Transmission Error (TE) represents the difference between perfectly kinematic motion transmission and actual achieved motion. AGMA recognizes TE as the primary diagnostic metric for gear whine and dynamic load concentration because it captures the aggregate effect of profile, lead, and pitch deviations.
TE testing flags conditions that dimensional inspection alone often misses:
- Dimensional inconsistencies in tooth geometry
- Bearing preload issues affecting mesh alignment
- Profile, lead, and pitch deviations creating vibration
- Load concentration patterns that reduce fatigue life
Torque-to-Turn Testing:
This efficiency measurement reveals binding, excessive friction, or assembly misalignment that dimensional inspection alone cannot detect.
Nital-Etch Testing for Grinding Burns
Nital-etch (acid etch) inspection is a non-destructive surface examination performed after gear grinding to detect thermally damaged zones known as grinding burns, governed by ISO 14104:2017.
How It Works:
A dilute nitric acid solution applied to the ground tooth surface reveals thermal damage through differential dissolution:
- Over-tempered zones (softened martensite) appear dark
- Re-hardened zones (untempered, brittle martensite) appear white against a grey background
Why It Matters:
Grinding gears to high accuracy grades (AGMA 13 or higher) requires aggressive material removal, raising thermal damage risk sharply. Excessive heat re-tempers or re-hardens the tooth surface, creating localized hard/soft zones prone to early fatigue cracking.
A documented aerospace gearbox failure analysis found that linear fatigue cracks along the dedendum initiated directly at the boundary of a localized grinding burn that had converted beneficial compressive residual stresses into crack-inducing tensile stresses.
Dimensional and Geometry Verification
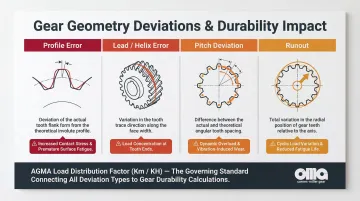
AGMA tolerance grades are verified through dimensional inspection of:
- Tooth profile (total, form, slope deviations)
- Lead/helix (total, form, slope deviations)
- Pitch (single and cumulative deviations)
- Runout
- Surface finish
The current standard ANSI/AGMA ISO 1328-1:2013 has replaced legacy AGMA 2000-A88. Note that under ISO numbering, lower numbers indicate higher precision (the reverse of the legacy system).
Impact on Durability:
Dimensional deviations directly cause load concentration, which accelerates wear and reduces fatigue life. ANSI/AGMA 2101-E25 incorporates a Load Distribution Factor to account for non-uniform load distribution caused by lead/helix errors and misalignment, which exponentially increases local contact stress and bending stress.
Running a Gear Durability Testing Program: Step by Step
The most common mistake is treating testing as a final approval step rather than embedding it throughout production. A robust program integrates testing at multiple checkpoints.
Step 1 – Define Application Requirements and Test Objectives
Identify operational inputs that define durability requirements:
- Load profile (peak torque, duty cycle)
- Pitch line velocity
- Operating temperature
- Lubrication conditions
- Expected service life
These parameters determine which test methods and acceptance criteria apply. Without clear requirements upfront, testing becomes arbitrary.
Step 2 – Select Standards and Acceptance Criteria
Map application requirements to applicable standards before testing begins:
- AGMA 2101 for gear strength calculations
- AGMA ISO 1328-1 for accuracy grades
- ASTM E18 for Rockwell hardness
- ISO 14104 for nital-etch inspection
Establish documented pass/fail criteria before testing, not after reviewing results. Criteria set in advance eliminate subjective interpretation — and give inspectors an unambiguous line between acceptable and rejected product.
Step 3 – Inspect Material and Pre-Machining Properties
Conduct incoming material verification:
- Raw material hardness testing
- Certifications for alloy composition
- Grain structure review
Verifying steel quality before machining prevents costly scrap after heat treatment. A $50 material verification test can prevent a $5,000 scrapped batch.
Step 4 – Perform Post-Processing Inspections
After heat treatment and grinding, run:
- Hardness traverse testing for case depth
- Nital-etch inspection for grinding burns
- Dimensional verification of tooth geometry
Most manufacturers skip this checkpoint — yet it's the most likely to catch heat treat distortion before it reaches the customer. Catching a hardness deviation here costs 10x less than a field failure.
Step 5 – Execute Functional Assembly Testing
If gears are supplied as part of an assembly, perform:
- Backlash measurement
- Torque-to-turn evaluation
- Noise/vibration testing
Functional tests surface assembly-level defects that dimensional inspection alone cannot detect — including cumulative tooth spacing error and housing misalignment.
Step 6 – Document Results and Close the Loop
Record all test data against specification limits. Use out-of-tolerance findings to initiate corrective actions:
- Process parameter adjustments
- Tooling changes
- Heat treat cycle modifications
Beyond the immediate production run, documented test records support OEM qualification submissions, customer audits, and process optimization over time. That data trail is often what separates a supplier that earns repeat contracts from one that doesn't.

Gear Durability Testing in Practice: A Walkthrough
Consider a custom alloy steel spur gear manufactured for a heavy industrial application (mining conveyor drivetrain) requiring:
- AGMA 12 quality rating
- Surface hardness: 58-62 HRC
- Minimum effective case depth: 0.8mm
Post-Heat-Treat Hardness Testing
Hardness testing on the production batch reveals that two gears have surface hardness readings at 55 HRC—below the 58 HRC minimum. This triggers immediate review of the carburizing cycle.
Investigation reveals insufficient carbon potential in the furnace atmosphere during the diffusion stage. The heat treat cycle is adjusted, and the two non-conforming gears are scrapped before advancing to grinding.
Impact: Catching this defect at the hardness stage prevents downstream failures in dimensional and functional testing. Had these gears reached final inspection, the manufacturer would have absorbed grinding time, inspection labor, and potential delivery penalties — all avoidable costs.
Nital-Etch Inspection
On a separate gear, nital-etch inspection of the ground teeth reveals a faint re-tempering pattern on one tooth flank—a grinding burn caused by insufficient coolant flow during the grinding operation.
Visually, the affected area appears as a dark discoloration along the tooth profile, indicating over-tempered martensite (a softened surface layer). Under cyclic loading, this zone initiates fatigue cracks as compressive residual stresses convert to tensile stresses.
Impact: The grinding parameters are adjusted (reduced feed rate, increased coolant flow), and the affected gear is scrapped. Without nital-etch testing, this gear would have passed dimensional inspection and failed in service after a fraction of its expected life.
Final Test Report
The consolidated test report includes:
- Hardness traverse data showing ECD of 0.85mm (exceeds 0.8mm minimum)
- Dimensional check results confirming AGMA 12 tolerances
- Functional performance figures (backlash within specification)
- Nital-etch inspection photos showing no thermal damage
This documented record does two things at once: it gives the OEM a clear basis for acceptance sign-off, and it gives the manufacturer traceable data to tighten process controls before the next production run.
How Carnes-Miller Gear Can Help
Carnes-Miller Gear is a full-service precision gear manufacturer with over 50 years of experience producing gears for aerospace, defense, mining, transportation, and industrial OEM customers. All manufacturing and durability inspection is handled in-house — no subcontracting, no gaps in the quality chain.
Durability-Relevant Capabilities:
- In-house nital-etch testing for grinding burn detection
- Gear grinding to AGMA 13 on spur gears; AGMA 10 on shaped and hobbed gears
- Gear grinding capacity up to 400mm diameter
- Reverse engineering for obsolete or failed gear replacements
- Heat treat distortion salvage through precision grinding
When durability testing is built into the manufacturing process rather than bolted on at the end, problems get caught before parts ship — not after they fail in service.
To discuss your gear durability requirements, contact Carnes-Miller Gear at 800-273-6814, 704-888-4448, or dan@cmgear.us.
Frequently Asked Questions
What are the most common failure modes that gear durability testing helps prevent?
Gear durability testing primarily targets pitting and spalling (surface fatigue), tooth root bending fatigue, abrasive wear, scuffing, and grinding burn-induced cracking. These failure modes are detectable through hardness, functional, and surface inspection methods before the gear enters service.
What is the difference between AGMA 10 and AGMA 13 gear quality ratings?
AGMA 10 is a high-precision rating achievable through shaping and hobbing. AGMA 13 requires gear grinding and holds tighter tolerances on profile, lead, pitch, and runout — making it the standard for high-speed or high-accuracy applications.
How does nital-etch testing detect grinding burns in gears?
Nital-etch uses a dilute nitric acid solution applied to the ground tooth surface to reveal thermal damage. Re-tempered zones appear as dark discoloration and re-hardened zones as light patches — both signal localized metallurgical changes that can initiate fatigue cracks under cyclic loading.
What standards govern gear durability and quality testing?
Key standards include AGMA 2101 (gear tooth strength and durability), AGMA ISO 1328-1 (gear accuracy grades), ASTM E18 (Rockwell hardness testing), and ISO 6508 (hardness testing for metals). Applicable standards vary by industry, application load class, and customer specification.
How often should gear durability testing be performed during production?
Testing frequency depends on batch size, application criticality, and quality plan requirements. Best practice includes incoming material verification, post-heat-treat hardness and surface inspection on every gear, and functional testing on a sample basis — or 100% for safety-critical applications.
What is the difference between functional testing and material testing for gears?
Material testing (hardness, case depth, nital-etch) evaluates the physical properties of the gear itself, while functional testing (backlash, torque-to-turn, transmission error) evaluates how the gear performs when operating in an assembly. An effective durability program requires both.