Introduction
Choosing between gear hobbing and shaping affects more than just your machining process. For engineers and procurement teams, this decision directly impacts production costs, gear quality ratings, and delivery timelines for OEM manufacturing.
These two methods dominate precision gear cutting, each offering distinct advantages depending on your application requirements.
The decision between hobbing and shaping isn't about which method is better overall—it's about matching the right process to your specific requirements. This guide compares both methods across accuracy, productivity, cost, and application suitability to help you make informed manufacturing decisions.
Key Takeaways
- Gear hobbing uses continuous rotary cutting with a worm-like hob, delivering 15-25% higher productivity for external gears above 5mm module
- Internal gears and components near shoulders require shaping's reciprocating pinion-shaped cutter
- Selection depends on gear geometry (internal vs external), production volume (typically 100+ pieces favors hobbing), and proximity to flanges
- Hobbing excels at motion accuracy (AGMA 8-10), while shaping delivers superior surface finish directly from cutting
- Job shops with dual capabilities reduce outsourcing costs by 30-40% and cut lead times for mixed-geometry projects
Gear Hobbing vs Shaping: Quick Comparison
Cost Efficiency
Gear Hobbing:
- Lower per-part cost for volumes exceeding 100-150 pieces
- Higher initial tooling investment (carbide hobs cost significantly more than shaper cutters)
- Continuous cutting action reduces cycle time by eliminating non-cutting return strokes
- Advanced hobs reduce production costs by up to 25% through longer tool life
Gear Shaping:
- More economical for prototype runs and batches under 100 pieces
- Lower initial tooling costs with simpler cutter geometry
- Back-and-forth motion adds cycle time due to non-cutting return strokes
- Better suited for low-volume production where setup simplicity matters
Accuracy & Surface Finish
Both processes deliver precision suitable for demanding applications, with subtle differences in finish quality.
Gear Hobbing:
- Achieves AGMA 8-10 quality grades (ISO Class 7-9) for standard production
- Superior motion accuracy for gear-to-gear indexing
- Typical surface finish: Ra 0.8-1.6 µm (general industrial applications)
- May require secondary grinding for ultra-smooth finishes (Ra < 0.4 µm)
- Standard tolerance: ±0.001" (25 µm)
Gear Shaping:
- Achieves AGMA 9-10 quality grades (ISO Class 6-8) — slightly tighter
- Excellent surface finish directly from cutting: Ra 0.6-1.2 µm
- Shaving-like cutting action produces smoother finishes without secondary operations
- Better for visible surfaces or low-friction applications
Production Speed & Volume Suitability
Gear Hobbing:
- 15-25% faster for gears above 5mm module due to continuous indexing
- Ideal for production runs of 100+ pieces
- Minimal non-cutting time maximizes machine utilization
- Continuous rotary motion removes material more efficiently
Gear Shaping:
- Competitive speed for gears below 2.5mm module (reduced stroke length minimizes dead time)
- Better suited for runs under 100 pieces or prototyping
- Reciprocating motion creates non-cutting return strokes that add cycle time
- Also efficient for large gears with narrow tooth width
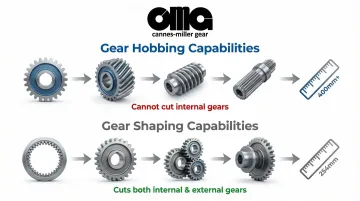
Gear Type Capabilities
The key differentiator here is geometric access. Hobbing excels at external gears, while shaping handles both internal and external configurations.
Gear Hobbing:
- Excels at external gears: spur, helical, worm gears, splines, and sprockets
- Cannot cut internal gears (hob cannot physically fit inside gear bore)
- Best for gears without nearby shoulders or flanges interfering with hob approach
- Capable of cutting gears from miniature sizes to 400mm+ diameter
Gear Shaping:
- Cuts both internal and external gears
- Essential for cluster gears and gears adjacent to shoulders or flanges
- Handles integral gear-pinion arrangements
- Limited capability for complex helical geometries
- Typically handles gears up to 254mm (10 inches) on standard machines
Geometric Flexibility & Complexity
Gear Hobbing:
- Adjustable cutting head enables worm gears, helical gears, and crowned gears
- Excellent for complex tooth geometries and lead modifications
- CNC machines perform crown and taper hobbing through axis interpolation
- Integrated chamfering on advanced machines eliminates downstream deburring
Gear Shaping:
- Perpendicular cutter orientation limits complex geometries
- Primarily suited for spur and simple helical gears
- Cuts helix angles up to 45 degrees using electronic guide (ES) technology
- Excellent for tight spaces or unusual configurations where hob clearance is impossible
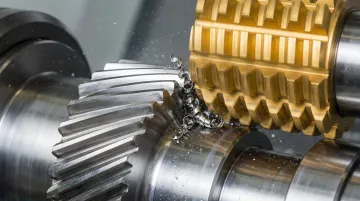
What is Gear Hobbing?
Gear hobbing is a continuous gear generation process using a rotating hob cutter that progressively cuts teeth into a gear blank. Both the hob and blank rotate in synchronized motion to form the gear teeth.
The hob—a worm-like cutting tool with multiple cutting teeth—is positioned at an angle to the gear blank axis. Multiple teeth engage simultaneously to create the involute tooth profile through a generating motion.
The Mechanical Process
During hobbing, the hob and workpiece rotate in a timed relationship similar to a worm gear drive. As the hob feeds axially across the face width of the gear, its cutting teeth gradually form the tooth spaces.
This continuous generating action allows multiple teeth to be cut simultaneously, making hobbing highly productive for external gears.
The process produces primarily external gears, including:
- Spur gears and helical gears
- Worm gears
- Splines and sprockets
Modern hobbing machines handle size ranges from miniature gears to large industrial gears exceeding 400mm diameter, with approximately 70% of automotive cylindrical gears produced through hobbing.
Quality Capabilities
Modern hobbing machines achieve AGMA quality grades 8-10 (ISO Class 7-9) for standard production, with typical tolerance ranges of ±0.001" (25 µm). For applications requiring higher precision, hobbing serves as a pre-grind process, with subsequent grinding operations achieving AGMA 11+ quality grades.
Surface finish from hobbing typically ranges from Ra 0.8-1.6 µm, suitable for most industrial applications but often requiring secondary finishing for high-performance applications like electric vehicle transmissions that demand Ra < 0.2 µm.
Tooling Considerations
Hobs are available in various configurations:
- Single-start hobs provide higher precision for finishing operations
- Multi-start hobs offer faster cutting speeds for roughing operations
- Material options include PM-HSS (powder metal high-speed steel), G90, and solid carbide
Tool life varies significantly based on material and application. Advanced G90 hobs, while 30-40% more expensive initially than PM-HSS, can reduce production costs by up to 25% through higher cutting speeds and extended tool life. Integrated chamfer hobs used in automotive applications can achieve tool costs as low as 1 cent per piece through extremely long service life.
Use Cases of Gear Hobbing
High-Volume Production Environments
Hobbing becomes more cost-effective than shaping at production volumes typically exceeding 100-150 pieces for medium-sized external gears. Faster cycle times from continuous cutting offset the higher initial tooling investment, making hobbing the economical choice for sustained production runs.
Industries and Applications
These volume economics make hobbing the preferred choice across several key industries:
- Automotive transmissions: Manufactures external spur and helical gears for manual and automatic transmissions where high volume demands justify the process investment
- Industrial gearboxes: Handles large external gears exceeding 400mm diameter for industrial machinery, mining equipment, and agricultural applications with consistent quality
- Aerospace power transmission: External gears are typically hobbed and then ground to achieve the tight tolerances required for weight-critical, high-reliability applications
Specific Gear Types
Hobbing provides distinct advantages for certain gear geometries:
- Helical gears: The adjustable swivel head angle accommodates various helix angles without tooling changes
- Worm gears: Complex lead angles are naturally suited to hobbing, where the hob itself resembles a worm
- Splines: Continuous generating action ensures precise tooth spacing over long shaft lengths
What is Gear Shaping?
Gear shaping is a gear generation process using a reciprocating pinion-shaped cutter that moves vertically in an up-and-down motion. Both cutter and gear blank rotate in timed relation to cut teeth through a generating motion.
Unlike hobbing's continuous rotary action, shaping employs a reciprocating stroke where the cutter makes either upstroke or downstroke cuts.
The Mechanical Process
The cutter and workpiece axes are parallel during shaping. A train of gears synchronizes the rotational motion between cutter and blank to maintain proper tooth spacing and involute profile. As the cutter reciprocates, it gradually "rolls" with the gear blank, generating teeth through the same involute principles as hobbing but with fundamentally different motion mechanics.
This reciprocating motion creates both cutting strokes (when the cutter removes material) and return strokes (non-cutting time). Modern shapers use hydrostroke systems or mechanical linkages to minimize dead time.
However, the physics of reciprocating motion remain a limiting factor compared to hobbing's continuous action.
Types of Gears Produced
Despite its mechanical limitations, shaping offers unique advantages. The reciprocating cutter can reach inside gear bores where a hobbing cutter cannot physically access, making shaping the only practical option for many internal gear applications.
Additional capabilities include:
- Cluster gears (multiple gears on one shaft with minimal clearance)
- Gears adjacent to shoulders or flanges
- Integral pinion-gear combinations
- Blind splines and internal splines
Quality Capabilities
Shaping machines achieve AGMA quality grades 9-10 (ISO Class 6-8) with excellent surface finish. The shaving-like action of the reciprocating cutter produces surface roughness values of Ra 0.6-1.2 µm, smoother than typical hobbing finishes of Ra 0.8-1.6 µm.
This superior surface finish directly from cutting can eliminate secondary grinding operations for applications where cosmetic appearance or reduced friction matters, representing significant cost savings for lower-volume production.
The Internal Gear Advantage
The reciprocating cutter's ability to move vertically into and out of a gear bore makes shaping indispensable for internal gears.
A hobbing cutter, being cylindrical and requiring continuous rotation, cannot physically fit inside a gear bore to generate internal teeth. This makes shaping the only viable cutting method for these geometries.

Use Cases of Gear Shaping
Internal Gear Production
Shaping dominates internal gear production across multiple applications:
- Internal ring gears for planetary gear sets in automotive transmissions and heavy equipment final drives rely on shaping (or alternative methods like skiving or broaching)
- Gear pump applications require the precision and surface finish that shaping delivers for internal ring gears
- Differential assemblies use shaping for internal side gears due to their internal tooth configuration
Gears with Geometric Constraints
Beyond internal gears, shaping works best when gears sit close to flanges, shoulders, or other obstructions that would interfere with a hobbing cutter's approach.
The perpendicular orientation of the shaper cutter allows it to work in tight spaces where hob runout clearance is impossible.
Cluster gears—where multiple gears are mounted on a single shaft with minimal spacing—are prime candidates for shaping. The cutter can work up to shoulders that would block a hob's access.
Prototype and Low-Volume Production
For production runs under 50-100 pieces, shaping often becomes more economical due to simpler setup and lower tooling costs.
While hobbing offers faster cycle times, the crossover point typically occurs around 100-150 pieces where hobbing's speed advantage offsets its higher tooling investment.
Small Module Gears
Gears with tooth modules below 2.5mm often achieve better productivity through shaping. The reduced stroke length minimizes non-cutting time.
This allows shapers to match or exceed hobbing speeds for fine-pitch gears, while the precision of the reciprocating cutter motion benefits small module applications where tight tolerances are critical.
Gear Hobbing vs Shaping: Which is Better?
Neither method is universally "better"—selection depends on gear specifications, production volume, quality requirements, and geometric constraints. The decision follows a logical framework based on physical and economic realities.
Gear Geometry as Primary Decision Factor
Geometric requirements often eliminate one process entirely, making this the first consideration:
- Internal gears: Shaping is often the only option—hobbing cannot physically produce internal teeth due to the cylindrical hob's inability to fit inside a gear bore
- External gears with complex helical angles: Hobbing provides superior capability through adjustable swivel head angles and CNC axis interpolation
- Gears near shoulders or flanges: Shaping is required when obstructions prevent hob clearance
- Cluster gears: Shaping handles minimal spacing between gears on a single shaft where hob runout clearance is impossible
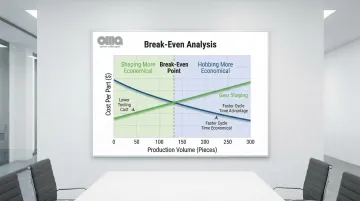
Production Volume Economics
Once geometry permits both processes, economics drive the decision. The break-even point typically falls around 100-150 pieces for medium-sized external gears:
- Below 100 pieces: Shaping remains competitive due to lower tooling costs and simpler setup, despite slower cycle times
- Above 100-150 pieces: Hobbing's 15-25% faster cycle times offset the higher tooling investment, making it more economical for sustained production
- Volume exceptions: Very small gears (below 2.5mm module) or very large gears with narrow tooth width may favor shaping even at higher volumes
Tolerance and Quality Requirements
Beyond volume, quality requirements influence process selection:
Hobbing excels when:
- Superior motion accuracy is required (gear-to-gear index tolerance)
- AGMA 8-10 quality is sufficient
- Part will undergo secondary grinding for final precision
- Complex helical geometries or lead modifications are needed
Shaping excels when:
- Superior surface finish is critical (cosmetic or low-friction applications)
- AGMA 9-10 quality with excellent Ra values eliminates secondary operations
- Internal teeth are required
- Geometric constraints prevent hob access
Situational Recommendations
Combining these factors creates clear decision paths:
- Choose hobbing if: You need external helical gears in volumes above 100 pieces with AGMA 8-10 quality, or complex geometries like crowned gears and integrated chamfering
- Choose shaping if: You need internal gears, cluster gears near shoulders, cosmetic-grade surface finish in lower volumes, or small module gears below 2.5mm
- Consult experienced manufacturers when specifications fall in the gray area—manufacturers like Carnes-Miller Gear who maintain both hobbing and shaping capabilities can analyze your requirements and recommend the optimal approach based on their equipment capabilities and current capacity
Real-World Applications
Consider a mid-sized industrial gearbox manufacturer producing both external helical gears (250 pieces/month) and internal ring gears (50 pieces/month) for planetary systems.
The Decision Process
External helical gears (250 units/month): The manufacturer chose hobbing for this production volume, achieving:
- 22% cycle time reduction (45 minutes to 35 minutes per gear)
- $15-$20 per-part cost savings through reduced machine time
- Improved throughput for medium-volume production
Internal ring gears (50 units/month): Shaping was the only viable method due to internal tooth geometry. Results included:
- AGMA 10 quality with Ra 0.8 µm surface finish directly from cutting
- $8,000 savings by eliminating grinding equipment investment
- Shorter lead times without secondary operations
The Dual-Capability Advantage
By maintaining both hobbing and shaping capabilities, the manufacturer optimized each product line for its specific requirements. External gears benefited from hobbing's speed advantage at production volumes, while internal gears achieved the necessary geometry and quality through shaping.
This real-world example demonstrates how process selection directly impacts production costs and capabilities. Carnes-Miller Gear brings 50+ years of experience with both gear hobbing and shaping to help you make these critical decisions.
Whether you need high-volume external gears or precision internal gears, our team can guide you to the most cost-effective solution. Contact us at 704-888-4448 to discuss your gear manufacturing needs.
Conclusion
Gear hobbing and shaping are complementary methods, not competing ones. Manufacturers with both capabilities can match the right process to each project's specific requirements—gear type, production volume, geometry constraints, and tolerance needs.
Prioritize shaping for:
- Internal gears
- Gears near obstructions or shoulders
- Cosmetic finish requirements
- Low-volume production (under 100 pieces)
- Small module gears (below 2.5mm)
Prioritize hobbing for:
- External gears in medium to high volumes (100+ pieces)
- Complex helical geometries and lead modifications
- Applications requiring superior motion accuracy
- Large module gears (above 5mm)
- High-volume production where cycle time matters
When specifications fall between these guidelines, consult with experienced manufacturers who maintain both hobbing and shaping capabilities. Carnes-Miller Gear's 50 years of experience with both processes allows us to analyze your requirements and recommend the right approach for your application.
The 20-30% cost penalty from selecting the wrong method makes this consultation a worthwhile investment in project success.
Frequently Asked Questions
What is the difference between gear hobbing and gear shaping?
Hobbing uses a rotating hob cutter in continuous motion for external gears, while shaping uses a reciprocating pinion-shaped cutter for both internal and external gears. Hobbing offers superior productivity for external gears, while shaping excels for internal gears and applications requiring superior surface finish.
What is gear hobbing?
Gear hobbing is a continuous cutting process where a hob cutter and gear blank rotate simultaneously to progressively generate teeth. It's primarily used for external gears and splines, achieving AGMA 8-10 quality grades with cycle times 15-25% faster than shaping.
What is gear shaping?
Gear shaping uses a reciprocating pinion-shaped cutter that moves vertically while rotating in sync with the gear blank. It produces both internal and external gears with excellent surface finish (Ra 0.6-1.2 µm), ideal for internal ring gears and geometrically constrained applications.
When should you use gear shaping?
Use gear shaping for internal gears (where hobbing is impossible), gears near shoulders or flanges, applications requiring superior surface finish without grinding, and low-volume runs under 100 pieces.
Which gear cutting method is more cost-effective for my project?
Hobbing offers 15-25% lower per-part costs for external gears in volumes above 100-150 pieces. Shaping is more economical for internal gears, low-volume runs under 100 pieces, and applications where its superior finish eliminates costly secondary grinding.


