
Custom gear cutting is a precision manufacturing process that machines gears to your exact specifications, spanning multiple methods from hobbing to grinding, accommodating specialty materials, and meeting tight tolerance standards. This guide covers the core cutting methods, gear types, quality benchmarks, industries served, and what to look for when selecting a manufacturing partner.
TLDR:
- Custom gear cutting machines gears to exact buyer specifications when stock options fall short
- Core methods include hobbing (efficient for external gears), shaping (ideal for internal gears), grinding (post-heat-treat precision to AGMA 13), broaching (internal profiles), and milling (prototypes)
- Quality grades range from AGMA 6-8 (general use) to AGMA 13-15 (aerospace/medical precision grinding)
- Full-service job shops with in-house blanking, cutting, and grinding capabilities offer better tolerance control and faster turnaround
- Reverse engineering solves obsolete gear replacement when no drawings exist
What Is Custom Gear Cutting?
Custom gear cutting is the process of machining gears to a buyer's unique dimensional and performance specifications, rather than purchasing catalog or stock gears. This approach becomes necessary when:
- Non-standard tooth counts or pitch requirements fall outside catalog ranges
- Unusual bore sizes, keyway configurations, or mounting features require custom design
- Specialty materials (hardened alloys, stainless steel, bronze) exceed stock gear offerings
- Legacy equipment replacement demands replication of obsolete profiles no longer in production
- Performance requirements exceed stock gear quality ratings (typically AGMA Q5A to Q7A)
According to Simplexity Product Development, custom gears are specified when performance requirements exceed stock limitations or when integrating multiple components into a single part reduces inventory costs—one case study showed a 6-part assembly costing $21/unit redesigned as a single custom gear at $3.29/unit for 10,000-unit volumes.
Service Flexibility Options:
Custom gear cutting providers structure services around three engagement models:
Blanks-In, Teeth-Out: The provider cuts tooth profiles onto customer-supplied blanks — ideal when you've already machined your blanks and need precision geometry added. CMG handles this up to 200mm pitch diameter.
Turn-Key Gear Manufacturing: Raw material goes in, finished gear comes out. The provider manages blanking, cutting, heat treatment, and finishing under one roof. CMG offers turn-key production up to 400mm in diameter.
Grind-Only Finishing: For gears already cut and hardened, post-heat-treat grinding corrects distortion and brings tolerances up to AGMA 10+ quality grades. CMG's grinding capability extends to 400mm in diameter.

All three models rely on subtractive manufacturing at their core, with heat treatment and grinding layered in wherever final tolerances and surface quality demand it.
Core Gear Cutting Methods Used in Precision Manufacturing
Understanding the primary cutting methods helps you specify the right process for your application.
Gear Hobbing
Hobbing uses a cylindrical, multi-tooth cutting tool (the hob) that rotates in synchronized motion with the gear blank, progressively generating tooth profiles. The hob feeds at an angle to the workpiece, cutting one tooth space per revolution until the full gear is formed.
Characteristics:
- Produces spur gears, helical gears, worm gears, and sprockets
- High-speed process suited for both small and large production runs
- Achieves up to AGMA Q10 when properly executed
- Helical hobbing is a 3D process requiring precise helix angle control, typically 15–30 degrees
According to The Equipment Hub, hobbing is most efficient for tooth modules above 5mm and delivers superior motion accuracy, though surface finish is rougher than shaping. Spur gear cutting typically runs 30–40% lower in cost than helical work, reflecting the difference between 2D and 3D cutting complexity.
Gear Shaping
When hobbing isn't feasible—due to geometry or clearance constraints—shaping fills the gap. A reciprocating pinion-shaped cutter moves up and down across the gear blank in synchronized rotation, gradually cutting tooth spaces with each stroke.
Key advantages:
- Primary method for cutting internal ring gears
- Handles obstructed geometries where adjacent shoulders or flanges block hob access
- Delivers superior surface finish compared to hobbing
- Most efficient for modules below 2.5mm
Both hobbing and shaping achieve similar productivity in the 2.5–5mm module range and can reach AGMA Q10 quality. Carnes-Miller Gear shapes spur gears up to 20 inches in diameter with 5-inch face widths at AGMA 10 quality.
Gear Grinding
Where hobbing and shaping reach their quality ceiling, grinding takes over. It's a finishing process performed after heat treatment to remove distortion, achieve superior surface finish, and hit tight AGMA tolerance grades.
Critical features:
- AGMA Q12–Q15 achievable only through grinding (AGMA 14–15 exclusively via grinding)
- Restores dimensional accuracy after carburizing or induction hardening introduces distortion
- Profile tolerances under 0.008mm, lead tolerances under 0.012mm (Tanhon)
- Two primary types: form grinders (wheels as small as 1.5 inches) and generating grinders (8–14 inch threaded wheels)
Carnes-Miller Gear's grinding capability extends up to 400mm in diameter for external gears, achieving AGMA 13 on ground spur gears and heat-treated gears. Grinding is critical for aerospace, defense, and medical applications where AGMA Q12+ is non-negotiable.
One risk specific to grinding is thermal damage. Gear Solutions explains that even minor grinding burns can cause premature failure—which is why Carnes-Miller Gear performs in-house nital-etch testing on ground parts to detect burn damage and confirm structural integrity before shipment.
Broaching
For internal profiles that require consistent, high-volume output, broaching is hard to beat. It's a single-pass cutting operation using a multi-tooth tool pushed or pulled through the workpiece to cut internal shapes.
Common applications:
- Internal spur gears
- Splines (involute and straight-sided)
- Keyways
- Internal profiles requiring high repeatability
Limitations:
- Usually limited to parts under 45 HRC hardness
- Cannot be adjusted for depth, requiring maximum tooth-thickness tolerance
- Highly efficient for production volumes
Motor & Gear Engineering notes that broaching excels where high repeatability and throughput are priorities.
Gear Milling
Milling occupies a different niche than the methods above—it's slower and less precise, but uniquely suited for specific scenarios. A form-relieved cutter cuts one tooth space at a time, indexing the blank after each cut.
Best uses:
- Prototyping and single-piece repair work
- Large-pitch gears (less than 1 diametral pitch)
- Non-involute forms
- Geometries that don't justify dedicated hobbing tooling
Limitations:
- Difficult to achieve better than AGMA Class 7
- Machinists seldom mill teeth smaller than 3.5 normal diametral pitch
Types of Gears Produced Through Custom Cutting
Custom gear cutting covers a broad range of gear types, each selected based on load capacity, speed, noise tolerance, and spatial constraints. Understanding which type fits your application is the first step toward a successful manufacturing engagement.
Spur Gears
Spur gears feature straight teeth running parallel to the gear axis, making them the simplest and most cost-effective gear type to manufacture. They deliver 98–99% transmission efficiency with contact ratios of 1.2–1.6. The tradeoff is noise — abrupt tooth engagement generates significant sound at higher speeds, so spur gears are best suited below 1,000 RPM and rarely used above 3,600 RPM.
Helical Gears
Angled teeth (15-30 degree helix) provide smoother, quieter operation—10-20 dB quieter than spur gears. 50% higher load capacity with contact ratios above 2.0. Required above 3,000 RPM and can reach 15,000 RPM in aerospace applications. Generates axial thrust requiring thrust bearings. Double helical (herringbone) cancels axial thrust but increases manufacturing complexity and cost by 30-40% (CM Gear).
Internal (Ring) Gears
Ring-shaped gears with teeth on the inside diameter, primarily used in planetary gear systems. Produced by shaping or broaching. Minimum tooth count depends on shaper cutter size and pressure angle.
Worm Gears
Right-angle configuration achieving 10:1 to over 100:1 reduction ratios in a single stage. Single-start worms: 50-80% efficiency with self-locking capability. Multi-start: 70-95% efficiency but reduced holding power. Worms are typically hardened steel; worm wheels are bronze (sacrificial component). Applications include elevators, conveyors, valve actuators, and precision positioning (Cotta LLC).
Splines
Involute splines governed by ISO 4156 and DIN 5480. Manufactured by hobbing (external), shaping (internal/external), broaching (through-hole internal), or grinding (post-heat-treat precision). Advantages include self-centering, multiple teeth sharing load, and minimal effect from small fitting errors. Applications: automotive differentials, hydraulic pump shafts, machine tool spindles, aircraft engine rotors (Chamol Gear).
Non-Standard and Obsolete Profiles
Custom gear cutting also addresses non-standard or obsolete profiles that catalog suppliers no longer carry. When original drawings are unavailable, reverse engineering offers a direct solution for maintenance and replacement — a capability particularly relevant for aging industrial equipment, defense platforms, and legacy OEM assemblies.
Industries That Rely on Custom Gear Cutting Services
Custom gear cutting serves sectors where downtime, precision, and reliability carry significant cost implications.
Heavy-Duty Sectors: Mining, Construction, and Rail
High-torque, high-load drivetrain components in mining and construction equipment demand custom gears engineered beyond standard catalog capabilities. Siemens' True Cost of Downtime 2024 report found that unplanned downtime costs the world's 500 biggest companies 11% of revenues, totaling $1.4 trillion globally—heavy industry plants average $59 million per year in downtime costs.
For mining and construction specifically:
- Unplanned heavy equipment downtime costs $500–$1,000+ per hour (HVI App)
- Average mining equipment failure incident costs $180,000
- A single unavailable construction machine can cost $2,000–$10,000 per day

Custom gears engineered to handle extreme loads and environmental conditions reduce premature failure and costly downtime.
Precision-Critical Sectors: Aerospace, Defense, and Medical
These industries require gears that meet strict dimensional tolerances and surface finish standards where AGMA quality grades directly impact component certification and safety.
Aerospace applications:
- Actuators require AGMA Q12 quality
- AS9100D certification required for suppliers
- Low Pressure Carburizing (LPC) with high-pressure gas quench is the preferred heat treatment for aerospace and rotorcraft transmission gears (Gear Solutions)
Defense and medical applications carry the same demands, with material traceability and rigorous quality verification non-negotiable at every stage. Carnes-Miller Gear achieves AGMA 13 on ground gears and performs in-house nital-etch testing to detect grinding burns — critical where subsurface fatigue failures are simply not an option.
OEM and Aftermarket Demand
The precision requirements above don't disappear at production scale — they define it. Transportation and agricultural OEMs need custom gears manufactured consistently across runs, with lead times that don't stall assembly lines. The global precision gearbox market was valued at $3,546.4 million in 2025 and is projected to reach $7,860.2 million by 2033 at a 10.6% CAGR, driven by automation and precision machinery demand.
MRO buyers face a different problem: sourcing replacement gears for equipment the original manufacturer no longer supports. The locomotive maintenance market alone was valued at $5.9 billion in 2025, projected to grow to $8.3 billion by 2035. Reverse engineering fills that gap — recreating legacy components from worn samples or surviving drawings when no catalog option exists.
Quality Standards and Tolerances in Custom Gear Manufacturing
Quality standards define how accurately a gear is manufactured and how well it will perform under load, speed, and environmental conditions.
AGMA Quality Rating System
The ANSI/AGMA 2000-A88 standard defines gear accuracy classification using Quality numbers ranging from Q3 to Q15 (ascending scale; higher = more precise). This contrasts with ISO/DIN systems, which use a descending scale.
Tolerance parameters measured:
- Tooth profile error
- Pitch deviation
- Runout and concentricity
- Lead deviation
- Backlash limits
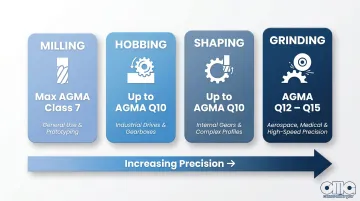
Quality levels by manufacturing method:
- Milling: Maximum AGMA Class 7
- Hobbing/Shaping: Up to AGMA Q10
- Gear Grinding: AGMA Q12-Q15 (AGMA 14/15 achievable only via grinding)
MAS Gear Tech explains that higher AGMA ratings result in quieter, more efficient, and longer-lasting gear operation.
AGMA 10 vs. AGMA 13
| Grade | Manufacturing Method | Typical Applications | CMG Capability |
|---|---|---|---|
| AGMA Q10 | Precision shaping and hobbing | Industrial machinery, pumps, moderate-precision drives | Achieved on shaped/hobbed gears including external splines |
| AGMA Q13 | Precision grinding only | High-speed drives, aerospace actuators, medical equipment | Achieved on ground spur gears and heat-treated gears |
Reaching AGMA Q13 places CMG among the higher-accuracy producers in the job shop market — a distinction that matters when specifying gears for low-noise or safety-critical applications.
Heat Treat Distortion and Post-Grind Correction
Hardening processes like carburizing or induction hardening introduce dimensional distortion. Gear Solutions notes that atmosphere carburizing produces inter-granular oxidation (IGO) typically 0.0003 to 0.0007 inches deep, while Low Pressure Carburizing (LPC) eliminates IGO entirely.
Target case hardness:
- Surface: HRC 58-62
- Core: HRC 30-35
- Effective case depth: 0.010-0.015 inches (small gears) to 0.060-0.070 inches (large gears)
Post-heat-treat grinding restores dimensional accuracy and surface finish. Without it, heat-treated gears run noisily, wear prematurely, or fail to mesh correctly. For many gears, this step is what separates a finished, functional part from scrap.
Nital-Etch Testing for Grinding Burns
Grinding burn refers to structural changes in steel parts caused by thermal energy from grinding. Manifestations include oxidation burn, thermal softening, residual tensile stress, and re-hardening burn (fresh martensite formation).
D. Scott MacKenzie in Gear Solutions notes that even minor grinding burns can cause premature component failure, and visual inspection misses subsurface damage entirely.
Detection methods:
- Nital etch: Uses 5-10% nitric acid solution; overheated areas appear darker when etched
- Barkhausen noise analysis: Preferred method for gear teeth; detects both hardness changes and residual stress
- Eddy current and X-ray diffraction: Alternative methods
CMG performs in-house nital-etch testing on ground gears to protect against subsurface fatigue failures invisible to the eye.
Material Selection and Its Impact on Quality
Material choice affects machinability, heat treatment response, final hardness, and tool life.
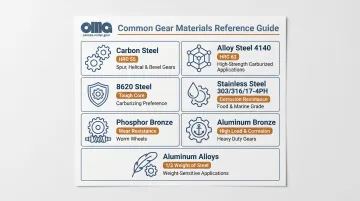
Common materials (Brian Dengel, Gear Solutions):
- Carbon steel: Induction/laser hardened to max HRC 55; used for spur, helical, bevel gears
- Alloy steel (AISI 4140): Carburized to max HRC 63; higher corrosion resistance
- 8620 steel: Easy to machine when annealed; preferred for carburizing applications requiring hard surface with tough core
- Stainless steel: 303 (improved machinability), 316 (superior corrosion resistance), 17-4PH (precipitation hardened)
- Phosphor bronze: High wear resistance; used for worm wheels (sacrificial component)
- Aluminum bronze: Superior wear/corrosion resistance, higher load capacity than phosphor bronze
- Aluminum alloys (2024, 6061, 7075): 1/3 weight of steel; used for weight-sensitive applications
Getting material selection right early in the design process reduces rework risk and helps CMG's team recommend the most cost-effective cutting and finishing method for your application.
How to Choose the Right Custom Gear Cutting Manufacturer
Not all gear manufacturers carry equal capability. The difference between a specialist and a generalist shop shows up in tolerances, lead times, and whether a critical application fails in the field.
Evaluate In-House vs. Outsourced Capabilities
A full-service job shop with all operations under one roof—blanking, cutting, grinding, broaching—offers better dimensional control, faster turnaround, and lower risk of tolerance stack-up compared to manufacturers that subcontract operations.
PairGears notes that worst-case tolerance analysis assumes all parts are at extreme limits, and multi-vendor operations compound this risk when each operation introduces its own dimensional variation.
CMG operates an 18,000-square-foot facility in Locust, NC, with in-house capabilities for blanking, hobbing, shaping, grinding (up to 400mm), and broaching—ensuring precise control over production, cost-effectiveness, and timely delivery.
Assess Experience and Specialization
Look for manufacturers with deep gear-specific expertise—knowledge of gear nomenclature, tooling, AGMA standards, and tolerancing—rather than general machine shops that occasionally cut gears.
CMG has focused exclusively on gear manufacturing since 1973, serving aerospace, defense, medical, industrial, mining, transportation, construction, agricultural, and rail sectors—over 50 years of gear-specific knowledge that generalist shops simply don't carry.
Confirm Quality Verification Capabilities
Ask whether the manufacturer performs nital-etch testing, what AGMA grades they can certify, and how they handle post-heat-treat corrections. A specialist will answer these without hesitation; a generalist will need to look them up.
Key capabilities to verify:
- Dedicated gear grinding capability (separates precision manufacturers from functional-only shops)
- Profile tolerances under 0.008mm and lead tolerances under 0.012mm for precision work (Tanhon)
- Material traceability linking raw steel batches to finished gear serial numbers
- Certifications: ISO 9001 (general quality systems), AS9100D (aerospace/defense)
CMG achieves AGMA 10 on shaped and hobbed gears and AGMA 13 on ground gears, with in-house nital-etch testing and advanced profile grinding for lead, profile, and tip relief modifications.
Check Reverse Engineering Capability
For obsolete or damaged gear replacements with no existing drawings, the manufacturer must be able to measure and reconstruct tooth geometry from a physical sample. Confirm this is a standard service offering, not a special request.
CMG provides reverse engineering services to replicate gears for obsolete equipment where OEM support is no longer available, recreating gears based on customer-supplied samples.
Ask About Production Flexibility
Confirm whether the manufacturer supports prototype quantities, small batch runs, and production volumes equally, and whether they offer blanket order or stocking arrangements to reduce lead time for repeat requirements.
Industry lead time benchmarks (Filium Enterprises):
- Standard custom gear orders: approximately 12 weeks
- Best-in-class manufacturers: 4-6 weeks (60-70% improvement)
- Routine precision projects: 2-4 weeks
- Add 8-12 weeks if non-standard tooling is required
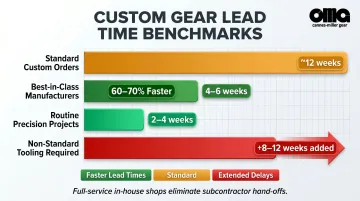
Full-service shops with comprehensive in-house capabilities typically deliver faster turnaround by eliminating hand-offs between subcontractors.
Frequently Asked Questions
What is the difference between gear hobbing and gear shaping?
Hobbing uses a rotating hob to cut exterior teeth continuously and is faster and more versatile for most external gears. Shaping uses a reciprocating cutter better suited for internal gears and geometries with obstructions like adjacent shoulders or flanges.
What AGMA quality grade should I specify for my application?
The required AGMA grade depends on speed, load, and noise requirements. Lower grades (6–8) suit general industrial use, while grades 10–13 are needed for high-speed, low-noise, or precision applications such as aerospace or medical equipment.
Can a custom gear cutting service reverse engineer an obsolete gear?
Yes. Experienced gear manufacturers can measure an existing gear sample, reconstruct the tooth geometry and specifications, and produce a replacement without original drawings. This is particularly valuable for legacy equipment no longer supported by OEMs.
What materials are commonly used in custom gear cutting?
Steel alloys (most common for strength), stainless steel, bronze (for corrosion resistance and low friction), aluminum (lightweight applications), and sometimes engineering plastics for low-load uses. Material choice depends on load, environment, and required hardness.
Why is gear grinding necessary after heat treatment?
Hardening processes distort gear geometry. Grinding restores dimensional accuracy and surface finish to specification. Without this step, heat-treated gears may run noisily, wear prematurely, or fail to mesh correctly.
How long does it take to manufacture custom gears?
Lead times vary based on complexity, quantity, and whether heat treatment or grinding is required. Standard industry lead times typically range from several weeks, with expedited options available from full-service shops that control all operations in-house.
Carnes-Miller Gear (CMG) has manufactured precision gears since 1973, with in-house capabilities spanning blanking through grinding. CMG holds AGMA 13 grinding capability up to 400mm and offers reverse engineering and nital-etch testing across aerospace, defense, medical, and industrial applications. To discuss your custom gear requirements, call 704-888-4448 or email dan@cmgear.us.


