
Introduction
Grinding defects can destroy an otherwise perfect gear in the final manufacturing step. Research shows that grinding problems account for rejection rates exceeding 30% in some manufacturing environments, with scrap and rework consuming up to 2.2% of annual revenue.
For aerospace, defense, and medical manufacturers, this represents both quality failures and significant financial loss. Even minor deviations during gear grinding can render hardened gear blanks unusable for high-performance applications.
The challenges are substantial. Excessive heat generation causes grinding burns that weaken tooth surfaces, equipment misalignment introduces dimensional errors measured in microns, and inadequate process controls lead to surface finish degradation.
This article examines the symptoms of gear grinding problems, the risks they pose to critical applications, and proven prevention strategies that help manufacturers consistently achieve AGMA Quality 12-15 standards.
Key Takeaways
- Grinding defects stem from four primary sources: equipment condition, process parameters, material inconsistencies, and operator setup
- Thermal damage (grinding burns) weakens gear teeth and accelerates failure through cracking and pitting
- Prevention requires quality grinding equipment, documented process controls, skilled operators, and rigorous inspection including nital-etch testing
- Post-heat treatment deformation costs exceed $20 billion annually
- Real-time monitoring (Barkhausen noise detection) identifies thermal damage before scrapping parts
Common Causes of Gear Grinding Issues
Gear grinding problems rarely occur in isolation. They typically result from a combination of equipment condition, process parameters, material characteristics, and human factors that interact in complex ways during the finishing operation.
Equipment-Related Issues
The condition and capability of grinding equipment directly determines achievable quality levels. Even minor equipment degradation can push gears outside specification limits.
Grinding Wheel Condition:
- Worn or improperly dressed wheels generate excessive heat and leave inconsistent surface finishes
- Blunt abrasive grains require higher cutting forces, increasing thermal damage risk
- Improper dressing strategies affect wheel topography and cutting performance
- Aggressive dressing improves cutting efficiency but roughens surface finish
- Fine dressing reduces burn risk but may compromise material removal rates
Machine Rigidity and Alignment:
- Spindle runout or misaligned work rest blades can introduce dimensional errors exceeding 0.0001 inches
- Excessive machine vibration creates chatter marks and rough finishes
- Ghost frequencies from axis drives or spindle bearings create waviness as small as 0.1 mm
- This waviness generates tonal noise in assembled gearboxes
- Daily alignment verification is essential for critical aerospace and medical applications
Process Parameter Problems
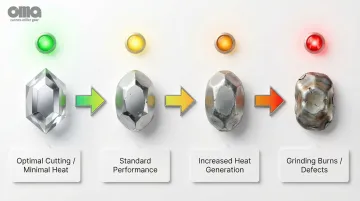
Heat Generation and Thermal Damage: Balancing material removal efficiency against thermal damage becomes increasingly difficult as quality requirements tighten.
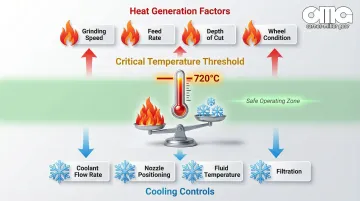
- Grinding burns occur when contact zone temperatures exceed approximately 720°C for steels, causing phase changes in the surface metallurgy
- Excessive grinding speeds or feeds concentrate heat faster than coolant systems can dissipate it
- Fine surface finish requirements and tight form tolerances work against burn-free grinding, requiring careful parameter optimization
Coolant System Performance:
- Insufficient coolant flow or improper nozzle positioning fails to remove heat from the grinding zone
- Contaminated coolant degrades surface finish and reduces cooling effectiveness
- Inadequate filtration allows abrasive particles to recirculate and damage surfaces
When these parameter and coolant issues combine, the impact on AGMA quality becomes severe. Incorrect parameters directly affect profile accuracy, lead deviation, and pitch consistency. Gears intended for AGMA 12-14 applications can easily drop to AGMA 10 or lower when thermal damage or excessive wheel wear compromises dimensional control.
Material and Heat Treatment Factors
Upstream material variations can force grinding processes into problematic operating ranges.
Heat Treatment Distortion: Case hardening introduces dimensional changes that grinding must correct:
- Standard distortion falls within normal grinding stock allowances
- Excessive distortion requires aggressive material removal, increasing burn risk
- Inconsistent hardness across the blank causes uneven grinding and makes process control more difficult
Hardness Variation:
- Material hardness inconsistencies cause variable grinding forces
- Softer areas remove material faster, creating form errors
- Harder zones generate more heat, increasing thermal damage risk in localized areas
Material variations explain why parameters that work perfectly for one batch may fail with the next, even under identical specifications.

Operator Skill and Setup Errors
Operator expertise remains critical to precision results, regardless of equipment sophistication.
Setup and Fixturing:
- Improper work holding or indexing creates tooth-to-tooth spacing errors
- Out-of-roundness in clamping fixtures transfers directly to the ground gear
- Minor alignment deviations affect both geometry and surface finish
Wheel Selection and Dressing:
- Incorrect wheel specification for the material and application compromises results
- Improper dressing techniques affect wheel cutting characteristics and thermal behavior
- Wheel dressing intervals must be optimized for each application—too infrequent causes burns, too frequent wastes wheel life
Training and Expertise: The industry continues to struggle with finding and retaining skilled grinding operators. Achieving AGMA 13 or higher ratings consistently requires deep understanding of gear geometry, grinding wheel characteristics, thermal management, and quality standards. This expertise develops over years, not weeks.
What Happens If Gear Grinding Issues Are Ignored
Ignoring gear grinding defects doesn't just mean scrapping parts. Thermal damage and dimensional errors trigger failure mechanisms that can destroy entire gear systems and create expensive field failures.
Premature Gear Failure:
- Grinding burns leave tooth surfaces predisposed to cracking that propagates rapidly to macropitting and tooth fracture
- Gears with Class B and D grinding burns micro-pit significantly faster than undamaged gears
- Aerospace gearbox failure analysis linked linear cracks along the dedendum directly to grinding burn from lost heat control
Beyond catastrophic failure, grinding defects compromise day-to-day performance:
Noise, Vibration, and Performance Degradation:
- Periodic waviness from grinding creates "ghost order" noise at non-meshing frequencies, generating customer complaints even in otherwise high-quality gears
- Dimensional inaccuracies increase vibration and reduce load capacity
- Surface finish degradation accelerates wear and shortens service life
Economic Impact:
- Rework costs in manufacturing range from 3% to 15% of contract values—on a $100,000 contract, that's $3,000 to $15,000 in avoidable expenses
- Severe grinding burns often render parts unsalvageable, requiring complete scrap
- System failures in aerospace or medical applications carry costs far exceeding the part value
The financial impact makes early detection critical. Catching grinding issues during production prevents costly field failures and allows immediate process corrections.

Warning Signs of Gear Grinding Problems
Visual and Metallurgical Inspection:
- Visible discoloration or burn marks on gear tooth surfaces indicate thermal damage
- Nital-etch testing per ISO 14104 reveals subsurface metallurgical changes invisible on the surface
- Dark/black areas indicate tempering (softening), while white spots indicate re-hardening (brittle martensite prone to cracking)
Dimensional Verification:
- Gears failing profile, lead, pitch, or runout measurements per AGMA 2015-1-A01 or ISO 1328 standards
- Increasing rejection rates during final inspection
- Customer complaints about gear noise, vibration, or premature wear
Process Indicators:
- Rising grinding temperatures or power consumption
- Increased wheel wear rates or frequent dressing requirements
- Operator reports of difficulty holding tolerances
How to Prevent Gear Grinding Issues
Prevention requires a systematic approach that addresses equipment capability, process control, operator expertise, and inspection protocols. Successful manufacturers treat grinding as a precision operation requiring the same discipline as any other critical process.
Invest in Quality Grinding Equipment and Maintenance
Equipment Selection:
- Modern continuous generating grinding machines feature direct-drive spindles, high thermal stability, and integrated dressing units
- Proper machine rigidity and precision controls enable consistent achievement of AGMA 12-15 quality ratings
- Equipment capacity must match application requirements—grinding near machine limits compromises quality
Preventive Maintenance:
- Implement documented maintenance schedules for spindles, coolant systems, and wheel dressing mechanisms
- Monitor spindle health through vibration and temperature tracking to prevent runout-induced errors
- Verify work rest blade alignment and wheel positioning daily for critical applications
- Maintain coolant cleanliness through proper filtration and regular fluid changes
Carnes-Miller Gear's 18,000-square-foot facility houses grinding equipment capable of processing gears up to 400mm in diameter, with rigorous maintenance protocols that support consistent achievement of AGMA 13 ratings on ground spur gears and heat-treated components.
Establish and Monitor Process Parameters
Equipment performance depends on validated process parameters that ensure repeatability across production runs.
Parameter Development:
- Create documented grinding specifications for each material, gear size, and quality requirement combination
- Validate parameters through First Article Inspection before full production runs
- Include grinding speeds, feeds, depth of cut, coolant flow rates, and wheel dressing intervals
Real-Time Process Monitoring:
- Barkhausen noise detection identifies grinding burns by measuring magnetic noise that correlates with residual stress and hardness changes
- Acoustic emission sensors detect high-frequency signals associated with burn onset and wheel wear in real-time
- Grinding force monitoring identifies faulty workpieces and wheel condition changes
Temperature Management:
- Monitor grinding zone temperatures and adjust parameters to prevent exceeding critical thresholds
- Optimize coolant delivery to maximize heat removal without compromising surface finish
- Balance material removal rates against thermal damage risk
Utilize Skilled Operators and Comprehensive Training
Operator Knowledge Requirements:
- Understanding of gear geometry, tooth forms, and tolerance specifications
- Familiarity with grinding wheel characteristics, abrasive types, and dressing techniques
- Recognition of quality standards including AGMA ratings and inspection criteria
- Ability to identify process deviations and implement corrections
Training Programs:
- AGMA offers certification programs including "Operator Precision Gear Grinding" courses
- Provide ongoing training on equipment operation, wheel dressing, and problem recognition
- Cross-train operators to maintain capability continuity and knowledge sharing
Setup Expertise:
- Proper work holding and indexing techniques to prevent spacing errors
- Wheel selection matching material hardness and application requirements
- Dressing strategy optimization for each gear specification
With over 50 years of gear manufacturing experience, Carnes-Miller Gear's operators bring extensive expertise in gear tooling, equipment operation, and quality control—critical capabilities for consistently achieving the AGMA 13 ratings required for aerospace, defense, and medical applications.
Implement Rigorous Inspection and Testing Protocols
Comprehensive inspection verifies quality and provides data for continuous improvement.
In-Process and Final Inspection:
- Conduct dimensional verification using coordinate measuring machines or dedicated gear measuring equipment
- Verify profile, lead, pitch, and runout against AGMA 2015-1-A01 or ISO 1328 specifications
- Document results for traceability and trend analysis
Thermal Damage Detection:
- Perform nital-etch testing per ISO 14104 to detect grinding burns not visible during visual inspection
- Aerospace applications often require 100% inspection where thermal damage cannot be tolerated
- Establish clear acceptance criteria for different burn classifications based on application criticality
Quality Documentation:
- Maintain detailed records linking process parameters to inspection results
- Track rejection rates and defect types to identify systematic issues
- Use statistical process control to monitor trends and trigger corrective actions
Carnes-Miller Gear maintains in-house nital-etch testing capabilities, enabling rapid detection of grinding burns and immediate process adjustments to prevent defective parts from progressing through production.

Tips for Long-Term Prevention and Control
Preventing grinding defects over the long term requires more than reactive fixes. A systematic approach to documentation, technology, and partnerships creates sustainable quality improvements.
Process Documentation and Analysis
- Maintain comprehensive records of grinding parameters, wheel specifications, and dressing intervals for each gear type
- Track rejection patterns to pinpoint root causes
- Apply lessons learned across similar applications
Technology Investment
- Upgrade equipment as production demands and technology evolve
- Add advanced inspection tools like gear measuring machines and non-destructive testing systems
- Implement digital process monitoring to enable predictive maintenance and real-time quality control
Strategic Partnerships
- Partner with experienced gear grinding specialists who have proven capabilities in your industry
- Work with shops that can salvage heat-treated gears when distortion exceeds expectations—like Carnes-Miller Gear's precision grinding capabilities for distorted parts
- Select suppliers with quality systems matched to your application requirements
Continuous Improvement
- Regularly review and update grinding parameters based on accumulated process knowledge
- Benchmark against industry best practices and AGMA standards
- Invest in operator training to maintain and enhance workforce capabilities
These prevention strategies work together to reduce defect rates and improve process stability. The right manufacturing partner can make the difference when heat treat distortion or other upstream challenges threaten part usability.
Conclusion
Gear grinding issues have identifiable root causes in equipment condition, process parameters, material characteristics, and operator practices. While the precision requirements for aerospace, defense, medical, and high-performance industrial applications are demanding, manufacturers can achieve them through systematic prevention strategies that address each contributing factor.
Building this foundation requires investment in four critical areas:
- Quality grinding equipment calibrated to maintain tight tolerances
- Documented process controls that ensure repeatability across production runs
- Operator expertise developed through systematic training programs
- Rigorous inspection protocols including nital-etch testing to detect thermal damage
Real-time process monitoring catches deviations before they produce defects, while comprehensive testing ensures parts consistently meet AGMA 12-15 quality ratings. Companies like Carnes-Miller Gear demonstrate this approach, achieving AGMA 13 ratings on ground gears through in-house nital-etch inspection and precision grinding capabilities up to 400mm.
Prevention costs less than failure—a single scrapped aerospace gear can exceed the cost of implementing comprehensive monitoring systems. Manufacturers who establish documented controls and invest in operator training protect against costly rework while ensuring their products perform reliably in critical applications where gear failure isn't an option.
Frequently Asked Questions
What are the most common defects in gear grinding?
The most prevalent defects include grinding burns (thermal damage causing metallurgical changes), dimensional errors, poor surface finish, and tooth spacing inaccuracies. Grinding burns are particularly costly as they often render parts unsalvageable.
How can I tell if a gear has been damaged during grinding?
Visual inspection reveals surface discoloration or burn marks, but in-house nital-etch testing per ISO 14104 is essential for detecting subsurface thermal damage. Dimensional measurement verifies the part meets specified tolerances.
What causes grinding burns on gear teeth?
Excessive heat from aggressive grinding parameters, inadequate coolant delivery, or dull wheels causes temperatures to exceed 720°C. This creates metallurgical damage—tempering or re-hardening—that weakens the tooth surface and increases cracking risk.
Can gears with grinding defects be salvaged?
Minor dimensional errors may be correctable through re-grinding by skilled specialists if sufficient stock remains. Light tempering burns might be acceptable for non-critical applications. However, severe burns causing re-hardening typically require scrapping the part due to high cracking risk.
What AGMA quality rating should I specify for ground gears?
Application requirements determine the appropriate rating. AGMA 12-14 (or ISO 4-5) is typical for precision applications in aerospace, medical, and high-performance industrial uses. Less demanding applications may accept AGMA 10-11, while ultra-precision applications may require AGMA 15.
How important is operator skill in preventing gear grinding problems?
Operator expertise is critical even with state-of-the-art equipment. Skilled operators handle setup, parameter selection, wheel dressing, and quality control—capabilities that develop over years, like those at Carnes-Miller Gear with 50 years of grinding experience.


