
Introduction: Professional Gear Grinding Machines & Solutions
Heat treatment hardens gears but inevitably introduces geometric distortions that compromise performance. For manufacturers in aerospace, defense, medical, and industrial sectors, gear grinding is the only finishing process capable of correcting these distortions to achieve ultra-high precision.
This post-heat treat operation delivers AGMA 10-13 quality ratings (ISO 1-4 equivalent) and surface finishes as smooth as Ra 0.2 µm—tolerances impossible to achieve through cutting alone.
Flight-critical aerospace systems demand absolute reliability. Medical robotics require smooth, quiet precision. Industrial gearboxes must withstand extreme loads without failure. Grinding achieves surface finishes of Ra 0.2-0.8 µm compared to 3.2-6.3 µm from cutting processes, reducing friction by up to 30% and extending gear life significantly.
For manufacturers requiring mission-critical components, professional gear grinding isn't optional—it's essential.
TLDR: Key Takeaways About Gear Grinding
- Achieves AGMA 13 precision and Ra 0.2-0.8 µm surface finish for aerospace and medical applications
- Corrects heat treat distortion impossible to fix with cutting processes alone
- Superior surface quality reduces friction by 30% and extends gear life
- In-house grinding, cutting, and inspection ensure quality control and faster delivery
What is Gear Grinding and How Does It Work?
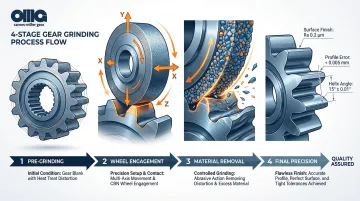
Gear grinding is a hard finishing process performed after heat treatment, using abrasive wheels to remove small amounts of material and restore precise tooth geometry. Unlike hobbing or shaping, which cut soft gear blanks before hardening, grinding operates on case-hardened steel to correct distortions introduced during heat treatment.
The process uses grinding wheels containing aluminum oxide or Cubic Boron Nitride (CBN) abrasive grains. These wheels remove the "plus material" left on tooth flanks during pre-finishing operations.
Complex multi-axis movements—infeed (X), vertical feed (Z), and lateral shift (Y)—ensure fresh abrasive grains continuously engage the workpiece, maintaining consistent material removal.
Precision Improvements: Grinding vs. Cutting
Grinding delivers precision improvements cutting processes cannot match:
- Grinding achieves Ra 0.2-0.8 µm surface finish versus 3.2-6.3 µm from milling or turning
- Precision grinding holds ±0.0001 inches (2.5 µm) dimensional tolerances
- Produces ISO 1328 Quality 4 or AGMA Q12-Q15 ratings impossible to achieve by cutting
Correcting Heat Treat Distortion
Heat treatment hardens gears but causes predictable geometric distortion—teeth warp, spacing shifts, and profiles deviate from design specifications. Grinding is the only process capable of removing this hardened, distorted material to restore the involute profile and lead alignment.
Without grinding, even minor distortions cause noise, vibration, and premature failure in high-load applications.
For manufacturers requiring AGMA 10 or better quality, grinding becomes mandatory.
Carnes-Miller Gear's grinding capabilities up to 400mm diameter deliver AGMA 13 ratings on ground spur gears. In-house nital-etch testing detects grinding burns that could compromise gear strength.
Types of Gear Grinding Machines and Methods
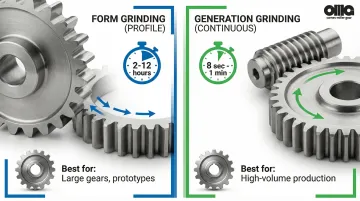
Form Grinding (Profile Grinding)
Form grinding uses a grinding wheel dressed to match the exact conjugate shape of the gear tooth profile. The wheel grinds both flanks of a tooth gap simultaneously, then indexes to the next gap—a discontinuous, gap-by-gap process.
Key characteristics:
- Wheels are dressed using rotary diamond dressers to maintain precise profile form
- Ideal for gears with clearance constraints, internal gears, and large modules (greater than module 5)
- Offers high flexibility for prototypes and small production batches
- Slower than generation grinding but achieves highest profile accuracy (ISO 1-4)
Generation Grinding (Continuous Generating Process)
Generation grinding uses a threaded grinding wheel (worm) that meshes with the gear in continuous rolling motion, similar to a worm drive.
The synchronized rotation of wheel and workpiece, combined with continuous lateral shifting, presents fresh abrasive constantly.
Key characteristics:
- Best for small to medium gears (modules 0.5-10 mm) and high-volume production
- Cycle times as short as 8 seconds for pinions, 1 minute for ring gears
- Typically handles gears up to 1,000mm diameter
- Achieves ISO 3-6 quality with excellent consistency
Comparing Grinding Methods
| Feature | Profile Grinding | Generating Grinding |
|---|---|---|
| Process Type | Discontinuous (gap-by-gap) | Continuous rolling motion |
| Cycle Time | 2-12 hours for large gears | 8 seconds to 1 minute |
| Gear Size Range | Up to 9,000mm diameter | Typically up to 1,000mm |
| Precision | Highest (ISO 1-4) | High (ISO 3-6) |
| Best For | Prototypes, large modules | High-volume production |
Modern CNC Capabilities
The choice between grinding methods increasingly depends on available automation capabilities. Advanced CNC grinders integrate on-board metrology and process monitoring for precise quality control throughout production.
Modern machines handle gears up to 500mm diameter with modules up to 14, featuring integrated ringloaders for parts up to 100kg. Changeover between internal and external grinding takes less than 30 minutes, reducing downtime between jobs.
These systems enable "zero-defect production" by monitoring grinding intensity and automatically rejecting faulty workpieces—critical for aerospace and medical applications. Carnes-Miller Gear's grinding capabilities extend to 400mm diameter, achieving AGMA 13 ratings on ground spur gears and heat-treated components for precision applications across defense, medical, and industrial sectors.
Benefits of Professional Gear Grinding
Superior Surface Finish Reduces Friction
Precision grinding delivers Ra 0.2-0.8 µm surface finishes, and superfinishing to ~0.05 µm Ra reduces friction by typically 30% compared to conventionally ground surfaces. The result? Dramatically reduced risk of micropitting (surface fatigue) and scuffing—two critical failure modes in high-load applications.
Extended Gear Life and Reliability
This superior finish directly translates to longer gear life. Ground gears last longer by eliminating surface defects and increasing load-carrying capacity.
Superfinished ground gears show significant increases in the load at which scuffing occurs. Properly ground surfaces improve pitting life and fatigue resistance. Facilities like Carnes-Miller Gear use in-house nital-etch testing to verify grinding quality and prevent grinding burns that would compromise gear longevity.

Optimal Load Distribution
Grinding corrects heat-treat distortions to ensure proper contact patterns. This salvages gears that would otherwise be scrapped due to thermal warping.
Advanced topological grinding enables precise modifications:
- Crowning (controlled tooth surface curvature)
- Twist control for helical gears
- Contact patch optimization to compensate for system deflections under load
These modifications prevent edge loading and ensure uniform load distribution across the tooth face.
Noise and Vibration Reduction
According to NASA Technical Reports research on aerospace bevel gears, ground gears showed lower noise and vibration compared to milled gears, particularly at high speeds (10,800 rpm). Grinding reduces vibration amplitudes at gear mesh frequencies, directly lowering overall gearbox noise—critical for electric vehicles where engine noise no longer masks gear whine.
Key Applications and Industries for Gear Grinding
Aerospace and Defense
Flight-critical systems demand the highest reliability, governed by standards like AGMA 911-B21 for aerospace gear systems. Aerospace gears require post-case hardening grinding to correct distortions and achieve necessary accuracy.
Ground helicopter transmission bevel gears demonstrate superior noise and vibration performance compared to milled alternatives, essential for crew safety and mission success. For these demanding applications, Carnes-Miller Gear provides grind-teeth-only services to the aerospace sector, delivering AGMA 13 ratings where precision isn't negotiable.
Medical Equipment
Surgical robots, imaging equipment, and diagnostic devices require high precision for smooth operation. CNC machining for medical devices demands tolerances as tight as ±0.005mm (±0.0002"), with manufacturing adhering to ISO 13485 quality management standards.
Ground gears enable the accuracy necessary for minimally invasive surgery and precise diagnostic positioning.
Industrial Gearboxes and Heavy Equipment
Industrial drives require ground gears to handle high torques and shock loads. Key applications include:
- Electric drives and wind turbines: Polished ground gears reduce friction and torque loss, increasing overall gearbox efficiency
- Mining and construction equipment: Grinding compensates for heat treat distortion in large gears
- Agricultural machinery: High-performance gears withstand shock loads and extreme operating conditions
Transportation and Rail
Ground gears are essential for reducing Noise, Vibration, and Harshness (NVH) in automotive and rail transmissions. Electric vehicle transmissions operating at up to 20,000 rpm require polish grinding to minimize noise no longer masked by combustion engines. Ground gears in rail applications extend maintenance intervals and improve passenger comfort through quieter operation.

Choosing a Gear Grinding Service Provider
In-House Capabilities Matter
Providers with complete in-house operations—CNC machining, precision grinding, and inspection under one roof—give you three key advantages:
- Direct quality control at every manufacturing step
- Lower costs without outsourcing markups or coordination overhead
- Faster turnaround through streamlined workflow
With grinding, cutting, hobbing, and broaching in their 18,000-square-foot Locust, NC facility, Carnes-Miller Gear maintains direct control over production quality and delivery schedules.
Experience and Technical Expertise
Beyond basic machining skills, your provider needs proven expertise interpreting complex specifications and solving difficult manufacturing challenges.
Prioritize shops with:
- 50+ years in business (proven through economic cycles and technology shifts)
- Multi-industry experience across aerospace, defense, medical, and industrial applications
- Deep technical knowledge of gear nomenclature, tolerancing, and AGMA standards
Since 1973, Carnes-Miller Gear has built this expertise through extensive training in gear tooling and equipment, serving diverse sectors from aerospace to medical devices.
Capacity and Quality Standards
Match the provider's capabilities to your technical requirements and quality expectations.
| Evaluation Criteria | What to Verify | Why It Matters |
|---|---|---|
| Diameter Capacity | Maximum gear size they can grind | Ensures they can handle your largest components |
| AGMA Ratings | AGMA 13 capability for precision applications | Higher ratings mean tighter tolerances and better performance |
| Quality Testing | Nital-etch testing for grinding burns | Detects defects that compromise gear strength |
| Certifications | ISO 9001, AS9100, ISO 13485 | Validates quality systems for your industry |
Carnes-Miller Gear grinds gears up to 400mm diameter and achieves AGMA 13 ratings on ground spur gears. Their in-house nital-etch testing catches grinding burns before parts ship.
Reverse Engineering Capabilities
When you're dealing with obsolete equipment and missing documentation, reverse engineering becomes essential. Providers with this capability can reconstruct original specifications from worn samples, keeping legacy equipment operational without original drawings.
Quality Standards and Precision Requirements
Understanding AGMA Quality Grades
The gear industry has transitioned from ANSI/AGMA 2000-A88 (Quality numbers Q3-Q15, higher is better) to ANSI/AGMA ISO 1328-1 standard (Accuracy grades A2-A11, lower is better).
Current ISO 1328 grades:
- ISO Grade 4-7: Typical for precision ground gears
- ISO Grade 1-4: Ultra-precision requiring specialized grinding or superfinishing
- AGMA Q12-Q15 (old): Corresponds to ultra-precision levels achieved by grinding
Higher accuracy grades (lower ISO numbers) ensure better load sharing across teeth, reducing localized stress peaks. High-accuracy gears (ISO 4-5) minimize transmission error—the primary source of gear whine.
Achieving these precision levels requires rigorous testing throughout the manufacturing process.
Quality Testing Methods
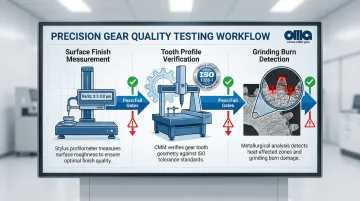
Surface finish measurement:
- Ra (Roughness Average) and Rz (Mean Roughness Depth) are standard metrics
- Stylus profilometers measure per ISO 4287, ISO 4288, and ASME B46.1 standards
- Rz captures peak-to-valley extremes, more sensitive to defects like scratches
Tooth profile verification:
- CMMs and dedicated gear analyzers check individual parameters including profile, helix, and pitch
- Double flank radial composite testing rolls gears against a master to verify runout and tooth-to-tooth errors
- ISO 1328-1 defines verification standards for these measurements
Grinding burn detection:
Thermal damage from grinding compromises gear integrity, making burn detection essential:
- Nital etch testing (ISO 14104, ASTM E407) uses chemical solution to reveal microstructural changes
- Barkhausen noise analysis (SAE ARP4462) non-destructively detects residual stress changes
- Grinding burns reduce surface hardness and induce tensile stresses that cause premature failure
Carnes-Miller Gear's in-house nital-etch testing capabilities ensure every ground gear meets stringent quality requirements without hidden defects, supporting their AGMA 13 rating on ground and heat-treated gears.
Frequently Asked Questions
What is a gear grinder?
A gear grinder uses abrasive wheels to finish gear teeth after heat treatment, correcting distortions from hardening. It achieves AGMA 10-13 quality ratings with superior surface finishes.
What are the benefits of gear grinding?
Gear grinding delivers superior surface finish (Ra 0.2-0.8 µm), reduces friction by up to 30%, minimizes noise and vibration, and achieves AGMA 10-13 precision impossible with cutting processes alone.
What is the difference between gear grinding and shaving?
Grinding uses abrasive wheels on hardened gears after heat treatment for highest precision (AGMA 12-15), while shaving uses a cutting tool on softer gears before heat treatment for moderate precision improvement (AGMA 8-11). Only grinding corrects heat-treat distortion.
How hard is it to operate a gear grinder?
Modern CNC gear grinders require specialized training in gear geometry, wheel dressing, tooling, and programming. The complexity makes experienced service providers valuable partners for precision grinding projects.
Ready to achieve AGMA 13 precision for your critical applications? Carnes-Miller Gear's 50+ years of expertise delivers AGMA 13-rated precision grinding up to 400mm diameter with in-house nital-etch testing. Contact us at 704-888-4448 or dan@cmgear.us to discuss your requirements.


