Introduction: What is Worm Gear Hobbing?
Worm gears are critical components in precision motion control systems across aerospace actuation mechanisms, automotive steering assemblies, and industrial machinery requiring high reduction ratios. These specialized components demand equally specialized manufacturing processes to meet precise performance standards.
Worm gear hobbing is a precision machining process that creates helical threads on worm screws using a rotating cylindrical cutting tool called a hob. This process positions the hob at the worm's lead angle—typically 85-90° from perpendicular—while synchronized spindles rotate in a fixed speed ratio determined by the thread count.
The process delivers consistent, high-accuracy worm profiles capable of achieving AGMA 10+ quality ratings for applications where precision, quiet operation, and self-locking characteristics are essential.
This guide explores the fundamentals of worm gear hobbing processes, tool selection criteria, machine specifications, achievable quality standards, and when to partner with specialized manufacturers like Carnes-Miller Gear.
TLDR: Key Takeaways About Worm Gear Hobbing Tools
- Helical hobs progressively cut worm threads through synchronized spindle rotation
- Power skiving cuts cycle times by 2-5x for worms under 20mm diameter
- Select tools based on module, thread count, helix angle, and profile type
- CNC hobbing achieves ISO Class 6 accuracy with sub-5 µm profile errors
- AGMA 13 grinding available for aerospace and defense applications
Understanding the Worm Gear Hobbing Process
Fundamental Operating Principles
Worm gear hobbing operates on a generating principle where the hob and workpiece rotate in precise synchronization. The speed ratio between these two spindles is mathematically determined by the number of threads being cut on the worm screw.
This synchronized motion ensures that each cutting tooth on the hob progressively removes material to form the helical thread profile.
The machine setup features two skew spindles positioned at the worm's lead angle—one holding the rotating worm blank, the other holding the rotating hob.
This angular relationship is critical: while standard gear hobbing positions the hob nearly perpendicular to the workpiece, worm hobbing requires the hob to align with the helix angle of the threads being cut.
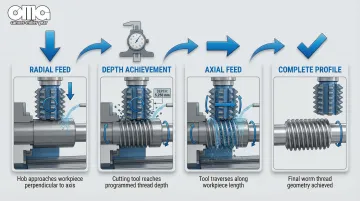
Cutting sequence:
- Hob feeds radially into the workpiece until the correct tooth depth is achieved
- Once at depth, the hob feeds parallel to the blank's axis
- Synchronized rotation continues throughout, with each hob tooth cutting a small chip
- The process continues until the complete worm profile is generated
Traditional Hobbing vs. Standard Gear Hobbing
The distinction between worm hobbing and standard gear hobbing extends beyond simple axis orientation. In standard gear hobbing, the hob axis tilts only slightly to accommodate the gear's helix angle.
For worm production, the hob head must swivel significantly—conventional machines require ranges from +30° to -120°—to match the steep lead angles typical of worm screws.
The kinematic relationship also differs fundamentally. Standard gear hobbing calculates workpiece speed as a function of hob speed divided by the gear ratio. Worm hobbing often reverses this conceptual approach, prioritizing cutting speed at the worm's pitch diameter to optimize tool life and surface finish.
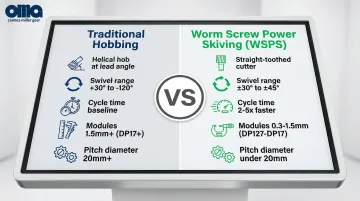
Worm Screw Power Skiving (WSPS): The High-Speed Alternative
WSPS represents a fundamental change for small-pitch worm manufacturing. Rather than positioning a helical hob at the worm's lead angle, WSPS uses a straight-toothed cutter (resembling a gear) that swivels only by the lead angle.
The process resembles turning with a multi-tooth cutter, with the workpiece becoming the primary "cutting speed" driver.
Performance advantages:
- Cycle times reduced by 2.5 to 5 times compared to traditional hobbing
- High-precision micro-worms completed in 6 seconds vs. 25 seconds for conventional hobbing
- Brass parts machined in 1.6 seconds vs. 12+ seconds (approximately 8x faster)
Best applications:
- Modules between 0.3mm (DP127) and 1.5mm (DP17)
- Pitch diameters under 20mm dia.
- Medium-to-high volume production where speed justifies specialized equipment
Equipment specifications:
- Workpiece spindles reaching 16,000-20,000 rpm for micro-worms under 4mm diameter
- Three highly synchronized direct-drive spindles
- Simplified swivel range of ±30° to ±45° (vs. +30° to -120° for traditional hobbing)
Types of Worm Gear Hobbing Tools and Hobs
Hob Design and Construction
The hob is a precision cylindrical cutting tool with helical cutting teeth arranged around its circumference.
Relief grooves run lengthwise along the hob body to remove chips from the cutting zone and reduce friction during operation.
Single-thread vs. multi-thread hobs:
- Single-thread hobs offer the highest accuracy, generating one complete thread per rotation
- Double or triple-thread hobs increase production speed by cutting multiple threads simultaneously, with a slight accuracy trade-off
- Selection depends on production volume requirements and tolerance specifications
Specialized Worm Hob Profiles
Different worm applications require specific thread profiles, each demanding a corresponding hob design:
- ZI (Involute profile): The most common profile type, where the end tooth profile forms an involute curve. Standard for WSPS applications and many high-precision requirements
- ZA (Trapezoidal profile): Features straight-sided axial profiles. While standard for some turned worms, ZA profiles prove difficult to produce via WSPS and require case-by-case tool design
- ZK profile: Common for ground worms requiring specialized hob designs
- Throated worm wheel hobs: Specialized tools for cutting the mating worm wheels with concave tooth surfaces
Hob Materials and Coatings
Processing hardened worm materials (typically HRC 55-62) demands robust tool materials and advanced surface treatments.
Common tool materials include:
- Powder Metallurgical High-Speed Steel (PM-HSS): Industry standard for high-performance applications (grades like S390, ASP2052), offering excellent toughness and wear resistance
- Solid carbide: Essential for dry hobbing, high-speed machining, and small-diameter multi-start threads
- Carbide-tipped HSS: Combines HSS toughness with carbide wear resistance for extended tool life
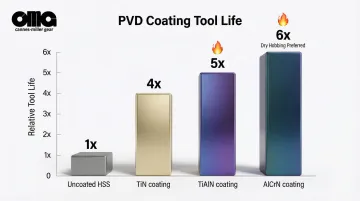
Performance coatings extend tool life significantly:
- TiN (Titanium Nitride): Baseline coating extending tool life 4x over uncoated tools
- AlCrN (Aluminum Chromium Nitride): Preferred for dry hobbing with 50% increased tool life compared to standard coatings, plus superior thermal stability
- TiAlN: High hardness option suitable for dry cutting operations
Custom vs. Standard Hobs
Standard hobs work effectively for:
- Standard modules and diametral pitches
- Conventional pressure angles (14.5° or 20°)
- ZI involute profiles
- Single or double-thread configurations
Custom hobs become necessary for:
- Modified tooth profiles for specific performance
- Non-standard pressure angles
- Unique worm specifications for specialized applications
- ZA or other non-involute profiles
- Extreme size ranges outside standard catalogs
Key Advantages of Worm Gear Hobbing Manufacturing
Speed and Cost-Effectiveness
Hobbing operates as a continuous generating process, significantly faster than thread milling or single-point cutting methods. Multiple cutting teeth engage simultaneously, removing material efficiently while synchronized rotation continues uninterrupted.
For high-volume automotive components, advanced hobbing processes demonstrate lead time reductions exceeding 60% compared to milling. This eliminates indexing delays inherent in single-point cutting, where the tool must retract, reposition, and re-engage for each pass. The productivity advantage compounds across production runs, reducing per-part costs for medium and high-volume applications.
Accuracy and Repeatability
Modern CNC hobbing platforms deliver exceptional consistency across production lots. Capable of achieving ISO Class 6 accuracy with profile errors controlled within 5 µm, these systems rely on direct-drive spindles with zero backlash and precision encoders.
Hobbing inherently produces consistent tooth geometry. Unlike form cutting where tool wear directly affects the final profile, hobbing distributes wear across multiple cutting teeth.
Combined with CNC precision, this enables AGMA 10 quality ratings for as-hobbed parts and AGMA 13 ratings after grinding—the standards Carnes-Miller Gear maintains for aerospace, defense, and medical applications requiring exceptional accuracy.
Manufacturing Versatility
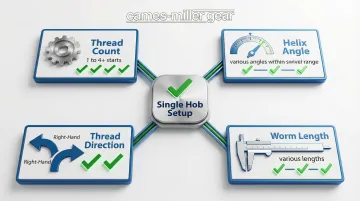
A single hobbing setup accommodates remarkable variation without extensive retooling:
- Any number of threads (single to multiple-start configurations)
- Various helix angles within the machine's swivel range
- Left-hand or right-hand thread directions via simple program changes
- Different worm lengths using the same hob
For custom gear manufacturers serving diverse industries, this flexibility proves invaluable. Switching between specifications with minimal setup time reduces scheduling constraints and supports economical small-batch production alongside high-volume runs.
Selecting the Right Hobbing Machine for Worm Gear Production
Critical Machine Specifications
Capacity parameters:
- Maximum pitch diameter: Defines the largest worm diameter the machine can handle (typically ranging from 200mm for smaller machines to 400mm+ for industrial models)
- Face width capacity: Maximum worm length that can be machined in a single setup
- Spindle speed range: Critical for WSPS applications requiring 10,000+ rpm; traditional hobbing operates at lower speeds
- Axis configuration: Vertical vs. horizontal orientation affects workpiece handling and setup
Vertical vs. Horizontal Machine Configurations
Understanding these capacity parameters helps determine which machine configuration fits your production needs.
Vertical hobbing machines represent the standard for most worm gear production. The worm blank mounts vertically, with the hob approaching from the side.
This configuration offers excellent chip evacuation (gravity assists removal), easier workpiece loading, and compact floor space requirements.
Horizontal machines suit specific applications:
- Longer workpieces where vertical mounting would cause deflection
- Spline cutting on shafts requiring continuous support
- Integration with automated loading systems for high-volume production
Essential Precision Features
Direct-drive spindles: Eliminate gear trains and backlash, ensuring perfect synchronization between hob and workpiece. The mechanical coupling maintains the precise speed ratio regardless of cutting forces or thermal expansion.
High-stiffness construction: Minimizes vibration and deflection during cutting. Rigid machine frames, precision-ground ways, and thermally stable materials maintain micron-level positioning accuracy throughout production runs.
Synchronized multi-axis CNC control: Coordinates hob rotation, workpiece rotation, radial feed, and axial feed with real-time adjustments. Modern controllers monitor cutting forces and automatically compensate for tool wear.
Swiveling hob head: The defining feature for worm hobbing capability. Traditional hobbing requires ±30° to -120° range to accommodate various lead angles. WSPS simplifies this to ±30-45° but demands the high-speed spindle capability mentioned earlier.
Partnering with Specialized Manufacturers
Custom manufacturers like Carnes-Miller Gear provide hobbing services calibrated for aerospace and defense-grade precision without requiring your own equipment investment. Their 50+ years of experience offers particular value for:
- Companies requiring occasional worm gear production
- Prototype development and testing
- Specialized capabilities like AGMA 13 grinding
- Reverse engineering of obsolete components
Common Applications and Industries for Worm Gears
Primary Applications
Worm gears excel in applications requiring high reduction ratios and self-locking characteristics:
- Speed reduction gearboxes achieve ratios up to 80:1 in compact packages where multiple-stage spur gear trains would be impractical
- Medical imaging equipment, surgical tables, and robotic surgical instruments rely on precision positioning systems for smooth, backlash-free motion
- Material handling conveyor drives require reliable operation and inherent overload protection through self-locking
- Power steering mechanisms and adjustment actuators need quiet operation and precise control
- Elevator mechanisms use self-locking to prevent back-driving in power-loss scenarios, protecting passenger safety
These applications span multiple critical industries:
Key Industries
Aircraft actuators and spacecraft latch mechanisms in aerospace require high reduction ratios (86:2 and greater), precise positioning, and operation in extreme temperature environments.
Medical devices including surgical robots, bionic prostheses, and adjustable medical tables depend on smooth, quiet operation and self-locking safety features to protect patients.
Industrial automation uses worm gears in packaging machinery, assembly line positioning systems, and material handling equipment requiring repeatability and durability.
Heavy-duty mining equipment demands high torque capacity and resistance to shock loads that worm gears provide.
Transportation systems rely on worm gears for rail car door mechanisms, bus ramp actuators, and other transit applications where reliability matters most.
Why Hobbing for These Applications
The hobbing process delivers superior surface finish compared to other manufacturing methods, directly translating to quieter operation—critical for medical and passenger comfort applications.
The ability to achieve tight tolerances (±0.0005" pitch accuracy) ensures consistent performance in precision positioning systems. For high-performance worm gear sets, hobbing's repeatability guarantees that mating components mesh correctly without individual fitting.
Quality Standards and Tolerances in Worm Gear Hobbing
AGMA Quality Ratings
The American Gear Manufacturers Association (AGMA) establishes quality grades that define acceptable variations in pitch, profile, and lead accuracy.
Two primary ratings apply to worm gear hobbing:
- AGMA 10 (Standard hobbed/shaped gears): Achievable directly from CNC hobbing operations without grinding; suitable for general industrial applications where moderate precision is adequate
- AGMA 13 (Ground gears): Requires post-hobbing grinding to correct heat treatment distortion and achieve superior surface finish; essential for aerospace, defense, and medical applications demanding maximum precision and quiet operation
Quality ratings connect to three measurable parameters:
- Pitch variation: Consistency of tooth spacing around the circumference
- Profile accuracy: How closely the actual tooth shape matches the theoretical design
- Lead accuracy: Uniformity of the helical thread angle along the worm's length

Achievable Tolerance Ranges
Understanding these quality ratings helps contextualize the tolerances achievable through modern CNC hobbing:
- Pitch accuracy: ±0.0005" for AGMA 10 as-hobbed parts
- Lead accuracy: Within 0.0002" per inch for AGMA 13 ground components
- Surface finish: 32 Ra or better for precision applications, with CNC hobbing capable of Ra 0.8
Tighter pitch accuracy reduces vibration and noise during operation. Superior lead accuracy ensures uniform load distribution across the thread length.
Improved surface finish minimizes friction, extending service life and efficiency.
Post-Hobbing Processes
Heat treatment considerations: Worm screws typically undergo hardening to HRC 55-62 to withstand sliding contact stresses. This thermal processing naturally causes some distortion.
For AGMA 10 applications, this distortion remains within acceptable limits. AGMA 13 requirements mandate grinding to restore geometry.
Deburring and chamfering: Removes sharp edges from thread crests and roots, preventing stress concentrations and improving mesh characteristics. Automated deburring maintains consistency across production lots.
Final inspection methods:
- Gear rolling testing: Meshes the worm with a master worm wheel to verify smooth, quiet operation and proper contact patterns
- CMM (Coordinate Measuring Machine) verification: Digitally captures tooth geometry for comparison against CAD models, documenting compliance with specifications
- Nital-etch testing: Reveals grinding burns or heat treatment irregularities that could compromise performance
Professional Gear Hobbing Services: When to Partner with Experts
Scenarios Favoring Outsourcing
Outsourcing gear hobbing makes strategic sense in several situations:
- Prototype development - Design iterations require flexibility and quick turnaround without committing to tooling investments. Specialized manufacturers produce sample quantities to validate designs before full production.
- Low-to-medium volume production - For annual requirements of dozens to hundreds of parts, outsourcing eliminates the capital cost of hobbing equipment ($200,000-$1,000,000+) and the overhead of maintaining specialized expertise.
- Limited in-house expertise - Worm gear hobbing demands specific knowledge of tool selection, machine setup, and process optimization. Building this expertise internally requires years of experience and dedicated personnel.
- Specialized capabilities - Requirements for AGMA 13 grinding, exotic materials (titanium, Inconel), or reverse engineering of obsolete parts often exceed typical in-house capabilities.
What to Look For in a Manufacturing Partner
Choose a manufacturing partner based on these key criteria:
- Decades of experience - Longevity like Carnes-Miller Gear's 50+ years indicates consistent quality and reliable delivery through changing market conditions.
- Full-service capabilities - Integrated operations including hobbing, grinding, heat treatment coordination, and inspection streamline production and eliminate coordination challenges between multiple vendors.
- Industry certifications - For aerospace and defense work, appropriate certifications ensure compliance with stringent quality requirements and traceability standards.
- Reverse engineering capabilities - The ability to recreate obsolete parts from samples or worn components proves critical for maintenance and repair applications where original specifications are unavailable.
- Technical consultation - Experienced manufacturers offer design guidance, material selection advice, and process recommendations that optimize performance and manufacturability.
Frequently Asked Questions About Worm Gear Hobbing
What is the difference between worm gear hobbing and standard gear hobbing?
Worm gear hobbing positions the hob at the worm's lead angle (typically 85-90° from perpendicular) to create helical threads, while standard gear hobbing cuts spur or helical gears at smaller angles. The synchronized speed ratios differ significantly, with worm hobbing prioritizing cutting speed at the pitch diameter.
What materials are best suited for worm gear hobbing?
Common worm materials include alloy steels (4140, 4340), stainless steels (300 series), and case-hardening steels (20CrMnTi), while worm wheels typically use bronze alloys. Hardened steels (HRC 55-62) require carbide or coated HSS hobs to maintain tool life and surface finish quality.
How do you calculate the correct hob specifications for a worm gear?
Match the hob's module or diametral pitch to the worm specifications, account for thread count (single vs. multi-start), and ensure the pressure angle (typically 14.5° or 20°) and profile type (ZI, ZA, ZK) align with design requirements.
What are typical tolerances achievable with worm gear hobbing?
CNC hobbing achieves AGMA 10 quality with ±0.0005" pitch accuracy as-hobbed. Grinding enables AGMA 13 quality with ±0.0002" lead accuracy per inch for critical aerospace and medical applications requiring maximum precision.
When should I consider Worm Screw Power Skiving (WSPS) instead of traditional hobbing?
WSPS excels for small-pitch worms under 20mm diameter with modules 0.3-1.5mm in medium-to-high volume production. The 2-5x faster cycle times justify specialized equipment investment when annual volumes exceed several thousand parts and production speed directly impacts profitability.
When should I outsource worm gear production versus doing it in-house?
Outsource for specialized requirements (AGMA 13 grinding, exotic materials, reverse engineering), low-volume work (under 500 parts annually), or when equipment investment ($200,000-$1,000,000+) doesn't align with production needs. Companies like Carnes-Miller Gear offer turn-key solutions delivering aerospace-grade precision without capital investment.
Need precision worm gear hobbing services? Carnes-Miller Gear's 50+ years of experience and comprehensive in-house capabilities deliver AGMA 10+ quality for aerospace, defense, medical, and industrial applications. Contact our technical team at 704-888-4448 or dan@cmgear.us to discuss your specific requirements.