Introduction
Internal and external gears represent two fundamental tooth configurations in power transmission. External gears—with teeth projecting outward—account for approximately 62% of industrial applications. Internal gears (ring gears) excel in space-constrained, high-torque environments where their inward-facing teeth provide superior load distribution.
Selecting the wrong gear type triggers costly operational problems:
- Accelerated wear from excessive Hertzian contact stress
- Premature surface fatigue and pitting
- Increased noise levels during operation
- Maintenance costs that spiral 40-60% higher than necessary
- Potential catastrophic failure in high-load applications
The mechanical trade-offs between these configurations directly determine equipment longevity, operational efficiency, and total cost of ownership.
Key Takeaways
- External gears use outward-projecting teeth with simpler manufacturing and 30-40% lower costs
- Internal gears provide 20-50% higher load capacity through superior contact geometry
- Standard hobbing works for external gears; internal gears need shaping, broaching, or power skiving
- Best applications: external for parallel-shaft systems, internal for planetary drives and compact high-torque designs
Internal vs External Gears: Quick Comparison
Tooth Location and Configuration
External gears feature teeth cut on the outer cylindrical surface, creating a convex tooth profile that projects away from the gear's center.
This conventional geometry allows straightforward manufacturing access and simple inspection of tooth surfaces.
Internal gears (ring or annulus gears) have teeth machined into the inner surface of a cylindrical ring, forming a concave tooth profile pointing toward the center. A smaller external pinion rotates within this ring, creating a nested configuration.
Rotation Direction
When meshed together, external gears reverse rotation direction—if the driving gear rotates clockwise, the driven gear rotates counterclockwise. This opposite-direction rotation is standard in parallel-shaft transmissions.
In contrast, internal gears rotate in the same direction as their mating pinion. This eliminates the need for idler gears when same-direction output is required, making them essential for planetary gear systems where multiple components must rotate cohesively.
Space Requirements and Center Distance
The spatial efficiency difference between these configurations is significant. External gears require a center distance equal to the sum of both gear radii, resulting in larger assembly footprints for a given gear ratio.
Internal gears enable significantly reduced center distances—calculated as the difference between the ring gear and pinion radii.
This nested arrangement allows planetary systems to achieve 30-50% size reduction compared to equivalent external gear trains while maintaining identical gear ratios.
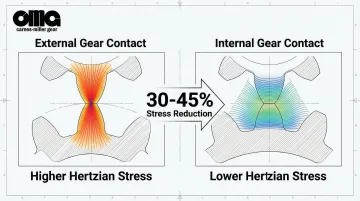
Load Distribution and Contact Stress
Contact geometry directly affects load capacity and longevity. External gears create convex-to-convex tooth contact, producing a narrow contact surface that concentrates stress.
This geometry generates higher Hertzian contact stress, accelerating surface fatigue and limiting torque capacity for a given size.
Internal gears produce convex-to-concave contact between the pinion and ring gear teeth, creating a larger contact area.
This conformal contact geometry reduces Hertzian stress and enables internal gears to transmit 20-50% higher torques than similarly sized external gears while experiencing lower wear rates.
Manufacturing Complexity and Cost
External gears use standard hobbing, shaping, or milling processes with readily available tooling. Production costs remain low, inspection is straightforward, and most gear shops maintain the necessary equipment.
Internal gears demand more specialized approaches due to their internal tooth geometry:
- Broaching (fast but requires expensive, part-specific tooling)
- Shaping with internal gear cutters (versatile but slower)
- Power skiving (modern method offering 3-5× faster cycle times than traditional processes)
- Wire EDM (for prototypes or hardened gears)
These specialized requirements typically increase internal gear production costs 20-40% compared to external gears.
What are External Gears?
External gears are the most common gear configuration, featuring teeth cut on the outer surface of a cylindrical or conical body that project outward from the gear's center. They transmit power and motion between parallel or intersecting shafts by meshing with other external gears or with racks (linear gear forms).
External gears offer several advantages:
- Exceptional versatility across applications from precision medical devices to heavy mining equipment
- Simpler and more cost-effective manufacturing using standard gear cutting processes
- Easier inspection and maintenance due to fully exposed teeth
- Compatibility with multiple gear types including spur, helical, bevel, and worm configurations
Different variations address specific operational requirements:
- Spur gears: Straight teeth parallel to the rotation axis, simplest design, used for moderate speeds
- Helical gears: Angled teeth create gradual engagement for smoother, quieter operation at higher speeds
- Bevel gears: Conical shape enables power transmission between intersecting shafts (typically 90°)
- Worm gears: Screw-type design provides high reduction ratios in compact arrangements
Key mechanical characteristics include:
- When two external gears mesh, they rotate in opposite directions
- Tooth contact occurs between two convex surfaces, creating point or line contact rather than area contact
- Stress concentration at the contact point requires careful material selection and heat treatment to prevent premature failure
AGMA (American Gear Manufacturers Association) defines precision levels through tolerance grades. Current AGMA/ISO standards use A2-A11 grades, where lower numbers indicate tighter tolerances and higher precision.
Commercial industrial applications typically use A6-A11 grades, while aerospace and medical equipment demand A2-A5 precision to minimize transmission error and noise.

Use Cases of External Gears
Primary applications span industrial machinery including conveyor systems operating in manufacturing plants and distribution centers, mixer drives in chemical and food processing, rolling mills in steel production, and general power transmission where space constraints are manageable.
Industries that rely heavily on external gears include:
- Automotive transmissions (parallel shaft stages)
- Construction equipment (excavators, loaders, graders)
- Agricultural machinery (combines, tractors, tillage equipment)
- Mining equipment (conveyors, crushers, hoists)
- Rail systems (locomotive drives, switching mechanisms)
These sectors value external gears for their ability to handle heavy loads reliably when properly lubricated and maintained, combined with straightforward replacement when wear eventually occurs.
External gear pumps alone account for approximately 62% of the gear pump market, reflecting the broader prevalence of external gearing throughout industrial applications. Their manufacturing economy and design simplicity provide clear advantages over more complex configurations.
What are Internal Gears?
Internal gears—also called ring gears or annulus gears—feature teeth cut into the inner surface of a cylindrical ring, pointing toward the center. These teeth mesh with smaller external gears (pinions) that rotate within the ring, creating a nested configuration fundamentally different from standard external gear arrangements.
Internal gears deliver several distinct advantages that make them essential for high-performance applications:
- Compact design with dramatically reduced center distance compared to external gear trains
- Same-direction rotation of input and output shafts without requiring idler gears
- Superior load distribution through convex-concave tooth contact that reduces Hertzian stress by 30-45%
- Quieter operation due to higher contact ratios (typically 2-3 vs. 1-2 for external spur gears)
- Better tooth protection from contamination in enclosed housing designs
Most internal gear applications use planetary (epicyclic) configurations where the internal gear serves as the stationary or rotating ring gear. Multiple planet gears mesh simultaneously with both the internal ring and a central sun gear, splitting torque across multiple load paths. Internal gears also appear in specialized gear couplings and high-torque transmission applications requiring maximum power density.
Manufacturing internal gears presents unique challenges that impact both production costs and lead times. The internal tooth geometry requires specialized approaches:
- Requires specialized internal gear cutting methods (shaping with internal gear cutters, broaching, or wire EDM for hardened gears)
- Limited tool access restricts cutting parameters and increases cycle times
- Inspection requires specialized probes and measurement protocols to access tooth flanks inside the ring
- Housing design becomes more complex to support the ring structure while maintaining precise alignment
Despite these manufacturing complexities, the performance benefits justify the extra effort in demanding applications:
- Transmit 20-50% higher torques than equivalent external gears due to larger contact area from convex-concave tooth geometry
- Improved efficiency and reduced heat generation from lower sliding friction
- Exceptional accuracy (AGMA A2-A5 grades) when ground after heat treatment for aerospace and robotics applications

Use Cases of Internal Gears
Engineers choose internal gears when they need maximum torque capacity in minimum space:
- Planetary gear systems in automatic transmissions providing multiple speed ratios in compact packages
- Industrial gearboxes requiring high reduction ratios (10:1 to 100:1) in limited space
- Wind turbine gearboxes handling massive torque from slow-rotating blades
- Robotic joints needing high torque output with minimal weight and size
Several industries rely heavily on internal gear technology:
- Aerospace: Helicopter transmissions, actuation systems, and auxiliary power units where weight savings directly impact performance
- Automotive: Automatic transmissions, differential assemblies, and hybrid powertrains
- Construction equipment: Swing drives for excavators, track drives for dozers and excavators
- Renewable energy: Wind turbine main gearboxes converting slow blade rotation to generator speeds
NASA research on planetary gear dynamics documented a compelling case study. Internal ring gears in epicyclic configurations reduced turbo-generator weight from 3,800 lb (parallel shaft external gear design) to 2,200 lb (planetary configuration) for equivalent power ratings. That 42% weight savings matters critically in aerospace applications where every pound counts.
Internal vs External Gears: Which Performs Better?
"Better" depends entirely on your specific application requirements—no universal winner exists.
The optimal choice balances space constraints, rotation direction, torque capacity, noise tolerance, manufacturing budget, and maintenance access.
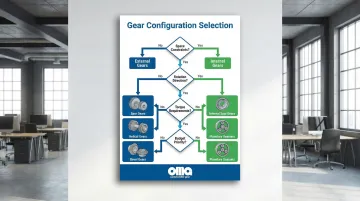
Decision Framework
Choose external gears when:
- Your budget prioritizes cost-effectiveness over space savings
- Opposite rotation direction suits your design requirements
- You need easy maintenance access and straightforward tooth inspection
- Your application involves moderate torque with adequate space available
- Replacement parts need to be readily available from multiple suppliers
Choose internal gears when:
- Space limitations make compact design critical to system integration
- You require same-direction rotation without efficiency-reducing idler gears
- Your design demands maximum torque capacity in minimal footprint
- Your planetary gear system requires high reduction ratios
- The application demands quieter operation worth the manufacturing premium
Selection Criteria Matrix
| Factor | External Gears | Internal Gears |
|---|---|---|
| Initial Cost | Lower (standard tooling) | 20-40% higher (specialized tooling) |
| Torque Capacity | Standard for size | 20-50% higher for same size |
| Center Distance | Larger (sum of radii) | Reduced (difference of radii) |
| Maintenance Access | Easy (exposed teeth) | More difficult (enclosed) |
| Typical Efficiency | 95-98% per stage | 95-98% per stage |
| Noise Level | Moderate | Lower (higher contact ratio) |
| Manufacturing Lead Time | Shorter | Longer (specialized processes) |
Both configurations achieve similar efficiency when properly designed and lubricated. Internal gears deliver that efficiency in substantially smaller packages—making the 20-40% cost premium worthwhile when space drives your design constraints.
For custom gear applications requiring precision manufacturing, working with an experienced job shop ensures your selected configuration meets both performance and dimensional requirements.
Real-World Performance: Gear Manufacturing Excellence
Carnes-Miller Gear manufactures both internal and external gears with precision ratings up to AGMA 13 on ground gears, serving aerospace, defense, medical, and industrial sectors from their Locust, NC facility.
With over 50 years of gear manufacturing expertise since 1973, CMG's engineering team brings deep knowledge of when each gear configuration delivers optimal performance.
A typical challenge: An industrial equipment manufacturer needed to redesign a gearbox for a high-torque application. The existing external spur gear arrangement consumed excessive space within the machine envelope. The application required smooth, quiet operation in a dusty environment, with maintenance intervals extended beyond the current 6-month schedule that was disrupting production.
The solution: CMG's engineering team evaluated the application requirements—including torque loads, speed ratios, space constraints, and environmental factors. They recommended transitioning to an internal ring gear configuration that nested the pinion within the ring, reducing the assembly footprint by 25% while improving load distribution across the tooth contact area.
The components were manufactured using precision gear grinding to achieve AGMA 13 rating, ensuring extended service life even under heavy loads.
Outcome metrics demonstrated the value of proper gear configuration selection:
- Gear noise decreased by 15 dB, creating a quieter work environment
- Maintenance intervals extended from 6 months to 18 months, reducing downtime and labor costs
- System achieved 99.2% uptime over the first year, exceeding reliability targets
Choosing between internal and external gears for your application? Carnes-Miller Gear's engineering team brings 50+ years of precision gear manufacturing expertise to help you select and produce the optimal solution. Contact us at 704-888-4448 or dan@cmgear.us to discuss your gear requirements.
Conclusion
Neither internal nor external gears are "better"—the optimal choice depends on your specific application requirements:
- Space constraints and rotation direction needs
- Torque capacity and load distribution requirements
- Manufacturing budget and timeline
- System integration factors and maintenance accessibility
External gears offer cost-effective versatility for standard applications where their manufacturing simplicity and maintenance accessibility provide clear advantages. Internal gears deliver compact, high-performance solutions for demanding environments where their superior load distribution and reduced size justify the additional manufacturing complexity.
Proper gear selection directly impacts operational efficiency, maintenance costs, equipment longevity, and system reliability.
Working with a precision gear manufacturer who understands both configurations ensures optimal performance for your specific needs. Whether you need external gears for standard applications or internal gears for aerospace, defense, or medical systems, matching the gear type to your application requirements determines total value. Engineers document the mechanical trade-offs clearly—your operational demands guide which configuration delivers the best results.
Frequently Asked Questions
What is the difference between internal and external gears?
External gears have teeth pointing outward and rotate mating gears in opposite directions. Internal gears have teeth pointing inward and rotate in the same direction as their mating pinion, offering more compact designs with superior load distribution.
What are the advantages of internal gears?
Internal gears enable compact designs with reduced center distance, provide same-direction rotation without idlers, offer 30-45% lower contact stress, and transmit 20-50% higher torques in smaller spaces. They're essential for planetary systems requiring high reduction ratios.
What are external gears?
External gears are the most common type with teeth projecting outward, transmitting power between parallel or intersecting shafts. They're available in various forms (spur, helical, bevel, worm) and preferred for manufacturing simplicity, lower cost, and easier maintenance.
What are the 4 types of gears?
The four main gear categories are: spur gears (straight teeth for parallel shafts), helical gears (angled teeth for parallel or crossed shafts with smoother operation), bevel gears (conical shape for intersecting shafts, typically 90°), and worm gears (screw-type for perpendicular shafts with high reduction ratios).
When should I choose internal gears over external gears?
Choose internal gears when space is severely limited and compact design is critical, when same-direction rotation is required for your application, when you need maximum torque capacity in minimal space, or when designing planetary gear systems for high reduction ratios in coaxial arrangements.
Are internal gears more expensive to manufacture than external gears?
Yes, internal gears cost 20-40% more due to specialized tooling, complex cutting processes (broaching, shaping, power skiving), and limited inspection access. The performance benefits often justify this cost in demanding applications.