Introduction
In industries where precision determines success—from helicopter transmissions that must never fail to surgical robots requiring micron-level accuracy—the quality of gears separates leaders from followers. A single imprecise tooth profile can cascade into catastrophic failure in aerospace applications or compromise patient safety in medical devices.
Gear hobbing stands as the most widely adopted manufacturing method for producing high-quality gears at scale, combining speed, precision, and cost-effectiveness that competing processes struggle to match.
Modern CNC gear hobbing has evolved beyond traditional roughing operations to achieve ISO Grade 6-8 accuracy directly from the machine, often eliminating secondary finishing operations for many industrial applications.
This article explores CNC gear hobbing process mechanics, quality standards for critical applications, and how to evaluate manufacturing partners for your needs.
TLDR:
- CNC hobbing achieves ISO Grade 6-8 (AGMA 8-10) accuracy directly from the machine
- Delivers 60% faster production than milling for medium-to-high volume external gear manufacturing
- Produces spur, helical, worm gears, splines, and sprockets from 6.4mm to 2,800mm diameter
- Aerospace and medical applications require post-hobbing grinding to reach AGMA 13+ precision
- Provider selection requires verifying certifications, inspection equipment, and in-house capabilities
What is CNC Gear Hobbing?
Gear hobbing is defined by AGMA 1012-H23 as a continuous generating process where a helical cutting tool (the hob) and gear blank rotate in synchronized relationship to produce gear teeth. Unlike indexing methods that cut one tooth at a time, hobbing cuts multiple teeth simultaneously through meshing action between tool and workpiece.
The fundamental principle relies on synchronized rotation: as the hob rotates and feeds axially across the gear blank, the CNC system calculates precise rotational relationships so the hob's cutting edges generate the involute tooth profile continuously.
This continuous indexing eliminates spacing errors common in tooth-by-tooth milling processes.
CNC vs. Conventional Hobbing:
Modern CNC platforms replace mechanical change gears with electronic gearboxes, fundamentally transforming manufacturing capabilities:
| Feature | Conventional Hobbing | CNC Hobbing |
|---|---|---|
| Synchronization | Mechanical change gears | Electronic gearbox (EGB) |
| Accuracy | ISO Grade 9-10 | ISO Grade 6-8 |
| Setup Time | Hours (manual changes) | 1-2 hours (parametric) |
| Flexibility | Fixed ratios only | Infinite helix/profile modifications |

Key advantages of CNC control include:
- Repeatability that conventional systems cannot match
- Complex geometries through software-defined modifications like crowning and tapering
- Dramatically reduced setup time compared to mechanical systems
- Minimized human error through automated synchronization
Size and Application Range:
CNC hobbing scales across an impressive range:
- Miniature gears: Down to 6.4mm diameter for medical devices and precision instruments
- Mid-range industrial: 200-500mm diameter with modules up to 12mm for automotive and machinery
- Large power transmission: Up to 2,800mm diameter and 20mm modules for wind turbines and mining equipment
This versatility makes hobbing suitable for diverse applications. Surgical robotics require whisper-quiet operation, while heavy construction equipment demands maximum durability under extreme loads.
The Gear Hobbing Process: How It Works
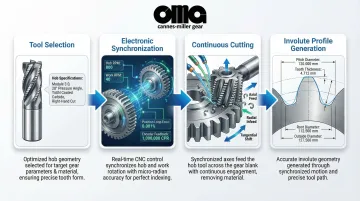
Setup and Tool Selection
The process begins with mounting the gear blank on the machine arbor and selecting the appropriate hob based on gear specifications: module (tooth size), pressure angle (typically 20° or 14.5°), and helix angle for helical gears.
The hob itself is a cylindrical cutting tool with helical cutting edges that form a worm-like shape.
Synchronized Cutting Action
The electronic gearbox synchronizes hob and workpiece rotation with precision that mechanical linkages cannot achieve.
As the hob rotates, it feeds axially across the gear blank. The CNC system calculates exact rotational relationships so each cutting edge progressively removes material, generating the involute profile continuously rather than cutting one tooth at a time.
This continuous generating action is what gives hobbing its speed advantage—multiple teeth are being formed simultaneously as the hob advances across the face width.
Hob Positioning for Different Gear Types
Achieving this precision requires correct tool positioning, which varies by gear type:
- Spur gears: Hob axis set at an angle equal to the hob's lead angle relative to the workpiece face
- Helical gears: Hob head swivels to account for both the hob's lead angle and the required helix angle of the gear (CNC machines swivel ±45° or more)
- Worm gears: Requires radial or tangential feed with the hob axis perpendicular to the worm wheel axis
Advanced CNC Programming
Modern multi-axis machines (typically 6 axes) enable sophisticated capabilities beyond basic hobbing:
- Integrated chamfering: Machines perform chamfer hobbing parallel with main cutting, removing burrs without adding cycle time
- Profile modifications: Software-defined crowning and tapering optimize load distribution and reduce noise
- Cluster gearing: CNC interpolation machines gears with close proximity that would be impossible on manual equipment
Types of Gears Produced by Hobbing
CNC hobbing excels at producing external cylindrical gears across a wide range.
Primary Gear Types
- Spur gears: Straight teeth parallel to the axis; most common application for automotive and industrial transmissions
- Helical gears: Angled teeth for smoother, quieter operation in high-speed applications
- Worm gears: High reduction ratios using tangential or radial feed methods with specialized cutters
Beyond Traditional Gears
- Splines: Both involute and straight-sided splines for shafts and axles
- Sprockets: Chain sprockets (ANSI, roller chain) using specialized form cutters
- Timing pulleys: Belt drive components with specific profiles (HTD, trapezoidal)
Size Capabilities
Hobbing accommodates an exceptional range of gear sizes across different applications:
- Miniature gears: Sub-1mm modules for medical imaging equipment and precision instruments
- Standard industrial gears: 1mm to 10mm modules for automotive and general manufacturing
- Heavy machinery gears: 10mm to 20mm modules for mining excavators and industrial equipment
- Diameter range: 6.4mm to 2,800mm across all applications
Important Limitation
Hobbing cannot produce internal gears due to physical interference of the hob.
Internal gears typically require shaping, broaching, or power skiving.
Advantages of CNC Gear Hobbing Over Other Methods
Production Speed and Efficiency
Hobbing's continuous cutting action delivers substantial time savings over competing methods. Case studies in automotive transmission manufacturing demonstrate lead time reductions exceeding 60% compared to milling for batches over 50 units.
While milling remains superior for prototypes and complex non-involute profiles, hobbing becomes the economic choice once production quantities exceed 50 pieces. Modern machines produce 30-200 gears per hour depending on size and module.
Precision and Accuracy
Beyond speed, CNC hobbing delivers the consistent quality that demanding applications require. Modern CNC hobbing achieves:
- ISO Grade 6-8 (AGMA 8-10 equivalent) accuracy directly from the machine
- Typical tolerances of ±0.013-0.025mm suitable for finished automotive and industrial gears
- Direct-from-hobbing parts that often eliminate the need for grinding
For ultra-precision requirements in aerospace and medical devices, hobbing combined with grinding reaches AGMA 13-15 (ISO Grade 3-4) with surface finishes below Ra 0.4 µm. Carnes-Miller Gear's hobbing services consistently achieve AGMA 10 ratings, with grinding capabilities extending precision to AGMA 13 for the most demanding applications.

Cost-Effectiveness
These speed and accuracy advantages translate directly into economic benefits for medium-to-high volume production:
- 30-40% lower per-unit costs compared to milling for batches exceeding 1,000 pieces
- Automated loading systems enable unattended operation, reducing labor requirements
- Processing multiple blanks on one arbor lowers per-piece costs further
Versatility and Flexibility
CNC hobbing handles multiple gear types, various tooth counts, and different modules without extensive tooling changes. Electronic gearboxes enable non-integer ratios impossible with mechanical change gears.
Software-defined modifications allow crowning and tapering that optimize performance for specific applications.
Surface Finish Quality
As-hobbed surfaces typically achieve Ra 1.6-3.2 µm roughness—sufficient for general industrial applications where noise and longevity requirements are moderate.
For applications needing superior finishes, post-hobbing grinding or hard skiving achieves Ra 0.2-0.8 µm for whisper-quiet operation in precision instruments and medical devices.
Quality Standards and AGMA Ratings in Gear Hobbing
Understanding AGMA Quality Ratings
The American Gear Manufacturers Association (AGMA) establishes industry standards for gear accuracy.
ANSI/AGMA 2015-1-A01 uses an accuracy grade system from A2 (highest precision) to A11 (lowest)—note this reverses the older AGMA 2000-A88 system where Q15 was highest.
Key Quality Metrics:
- Total Cumulative Pitch Deviation (Fp): Maximum error in angular position of any tooth
- Total Profile Deviation (Fa): Error in tooth shape from root to tip
- Total Helix Deviation (Fb): Error in tooth alignment along face width
ISO 1328-1 governs these measurements and establishes the tolerance classification system for cylindrical involute gears used globally.
Achievable Quality Levels
Modern CNC hobbing equipment achieves different precision levels depending on whether post-process grinding is applied.
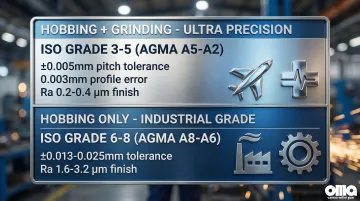
Hobbing Only:
- Typical rating: ISO Grade 6-8 (approximately AGMA A8-A6)
- Pitch tolerances: ±0.013-0.025mm
- Surface finish: Ra 1.6-3.2 µm
- Applications: Industrial machinery, automotive transmissions, general power transmission
Hobbing + Grinding:
- Typical rating: ISO Grade 3-5 (approximately AGMA A5-A2, or Q12-Q15 in old standard)
- Pitch tolerances: ±0.005mm
- Profile errors: Within 0.003mm
- Surface finish: Ra 0.2-0.4 µm
- Applications: Aerospace, medical devices, precision instruments
Application-Specific Requirements
Different industries demand specific quality levels based on operational requirements and safety standards.
Aerospace Applications:
Typically require AGMA Q12-Q15 (old standard) or ISO Grade 3-5. Gears must meet AGMA 911-B21 design guidelines and AS9100 certification.
Helicopter transmissions, aircraft actuators, and military equipment demand these precision levels due to critical safety requirements.
Medical Equipment:
Surgical robotics require high precision to minimize backlash, often demanding ISO Grade 5 or better with surface finishes of Rz ≤ 3.2 µm. Manufacturing must comply with ISO 13485:2016 and FDA Quality Management System Regulations.
Industrial Machinery:
General machinery often utilizes ISO Grade 7-8, achievable with high-quality CNC hobbing without subsequent grinding.
This satisfies requirements for mining equipment, construction machinery, and power transmission systems where durability and load capacity are essential but ultra-precision is not critical.
Industrial Applications and Use Cases
Aerospace and Defense
Critical Applications:
- Helicopter transmissions requiring AGMA 13+ ratings
- Aircraft actuators for flight control surfaces
- Accessory gearbox drives for turbofan engines
- Military equipment where reliability is mission-critical
Aerospace gears must withstand extreme loads while minimizing weight. Common materials include 7075-T6 aluminum and carburized AISI 9310 steel.
Geared turbofan engines utilize large double helical gears where hobbing handles roughing operations. However, 5-axis milling or grinding finishes the geometry to meet IT5 tolerances due to complexity.
These extreme precision requirements extend beyond aerospace into another demanding field: medical device manufacturing.
Medical Devices
Precision Applications:
- Surgical robots requiring positioning accuracy within microns
- Diagnostic imaging equipment (CT, MRI) demanding smooth, quiet operation
- Prosthetics and assistive devices where biocompatibility is essential
Medical applications require ISO 13485 compliance. Gears must operate with minimal noise and vibration while maintaining precision over thousands of cycles.
Robotic surgical systems demand minimized backlash for positioning accuracy. In procedures where millimeter-level precision affects patient outcomes, gear quality directly impacts safety.
While medical and aerospace demand ultra-precision, heavy industrial applications prioritize different performance characteristics.
Heavy Industrial Equipment
High-Durability Applications:
- Wind turbine gearboxes with 20-year design life requirements
- Mining excavators handling extreme torque loads
- Construction equipment operating in harsh environments
- Rail transportation systems requiring continuous reliability
These applications prioritize torque capacity and durability over ultra-precision. Gears range from mid-size (200-500mm) to massive (up to 2,800mm diameter).
They must withstand years of demanding service. One wind turbine manufacturer achieved 10% weight reduction in gearboxes by optimizing the hobbing process to improve bending load capacity.
Carnes-Miller Gear serves all three sectors from their 18,000 sq ft facility in Locust, NC. With 50 years of experience since 1973, their in-house capabilities span gear blanking through grinding. Their reverse engineering services prove critical when replacement parts are no longer available from original manufacturers—a common challenge across aerospace, medical, and industrial applications.

Choosing a Gear Hobbing Service Provider
Critical Evaluation Criteria
Providers with 50+ years show stability and accumulated expertise navigating economic challenges and technological evolution. Long-standing operations indicate reliable processes, sustained customer relationships, and proven problem-solving capabilities.
Full-service shops offering gear blanking, hobbing, shaping, grinding, and broaching under one roof provide key advantages:
- Better quality control through single-point accountability
- Faster turnaround by eliminating external vendor delays
- Improved cost control without markup from subcontractors
- Integrated heat treatment and inspection maintaining quality chains
Verify that provider certifications match your industry requirements:
- ISO 9001:2015: General quality management baseline
- AS9100: Required for aerospace applications
- ISO 13485: Mandatory for medical device manufacturing
Quality Verification Capabilities
Providers must possess appropriate measurement systems:
- Gear analyzers: Dedicated machines (Gleason GMS, Klingelnberg P-series) certify AGMA/ISO accuracy grades
- CMM (Coordinate Measuring Machines): Essential for verifying complex geometries and housing alignments
- Nital-etch testing: Crucial for detecting grinding burn (surface temper damage) in hardened gears per ANSI/AGMA ISO 14104-A17
Confirm the provider's documented AGMA rating capabilities:
- AGMA 8-10 on hobbed gears for industrial applications
- AGMA 13+ on ground gears for aerospace and medical requirements
Carnes-Miller Gear's Competitive Advantages
When evaluating providers against these criteria, Carnes-Miller Gear exemplifies the full-service capabilities outlined above.
Carnes-Miller Gear operates a dedicated 18,000 sq ft facility offering complete gear manufacturing services from blanking through grinding. This vertical integration ensures quality control at every stage while reducing lead times and costs.
The company achieves:
- AGMA 10 rating on shaped and hobbed gears
- AGMA 13 rating on ground spur gears and heat-treated components
- In-house nital-etch testing for grinding burn detection
Since 1973, Carnes-Miller Gear has served aerospace, defense, medical, and heavy industrial sectors.
Their reverse engineering capabilities address obsolete equipment challenges when original manufacturers no longer support legacy systems—a critical capability for maintaining aging infrastructure and equipment.
Beyond standard gear production, Carnes-Miller provides specialized gear assemblies for high-end testing equipment and custom solutions tailored to specific mechanical requirements across diverse applications.
Frequently Asked Questions
What is the difference between gear hobbing and gear shaping?
Hobbing uses a rotating hob in continuous motion, making it faster and more cost-effective for external spur and helical gears, especially for modules >5mm and batches over 50 units. Shaping uses a reciprocating cutter and is necessary for internal gears, cluster gears where hob clearance is insufficient, and sometimes for smaller modules (<2.5mm).
What AGMA quality rating should I specify for my application?
Specify AGMA 12-13+ (ISO Grade 3-5) for aerospace, medical devices, and precision instruments where failure consequences are severe. AGMA 9-11 (ISO Grade 6-8) suits industrial machinery and power transmission where durability matters most. AGMA 7-9 is appropriate for general commercial applications with moderate performance requirements.
How long does the gear hobbing process typically take?
Cycle time varies by gear size and complexity—small gears take minutes while large gears require hours. Modern CNC machines produce 30-200 gears per hour depending on specifications. Total lead time includes setup, machining, inspection, and secondary operations like heat treatment or grinding.
What materials can be processed using CNC gear hobbing?
CNC hobbing processes steel alloys (AISI 8620, 4140), stainless steel (17-4 PH), non-ferrous metals (phosphor bronze, 7075-T6 aluminum), and engineering plastics (Acetal, PEEK). Material selection depends on your application's requirements for strength, wear resistance, and operating environment.
Can gear hobbing accommodate small batch or prototype quantities?
Hobbing is most economical for medium-to-high volumes (50+ units), but experienced shops can handle small batches and prototypes. CNC technology reduces setup costs by eliminating mechanical change gear adjustments, though milling may be more cost-effective for quantities under 10 pieces.
What tolerances and surface finishes can gear hobbing achieve?
Standard CNC hobbing achieves AGMA 8-10 (ISO Grade 6-8) with pitch tolerances of ±0.013-0.025mm and surface finishes of Ra 1.6-3.2 µm. Combined with grinding, processes reach AGMA 13 (ISO Grade 3-5) with ±0.005mm tolerances and Ra <0.4 µm finishes for aerospace and medical applications.