Introduction
For OEM engineers and procurement managers, a single out-of-tolerance gear tooth isn't just a quality issue — it can trigger assembly failures, equipment downtime, or safety incidents across aerospace, defense, and medical applications. When the stakes are that high, precision is a hard requirement, documented in every drawing tolerance and inspection record.
High precision machining is the controlled removal of material using advanced equipment and tightly managed processes to fabricate parts that meet exceptionally demanding dimensional specifications. Across industrial, mining, rail, defense, and medical manufacturing, that gap between "close enough" and "in spec" determines whether a component performs or fails.
This guide covers the full picture: what high precision machining means in practice, key methods including gear-specific processes like hobbing, shaping, and grinding, the variables that determine whether a process hits tolerance, and what to evaluate when selecting a precision machining partner.
Key Takeaways
- High precision machining produces parts to extremely tight tolerances, with AGMA quality classes defining acceptable deviation for gear components
- Core methods include CNC milling, turning, gear hobbing, gear shaping, gear grinding, broaching, and EDM — each suited to specific geometries and tolerance targets
- Machine stability, tooling condition, thermal control, and fixture rigidity are the four variables that determine whether a process holds tolerance
- Aerospace, defense, medical, mining, and rail industries rely on precision machined components because dimensional errors directly affect safety and longevity
- The right machining partner covers full in-house capability from blanking through inspection, eliminating handoff risk between shops
What Is High Precision Machining?
High precision machining is a subtractive manufacturing process that uses advanced equipment and controlled conditions to produce parts where dimensional accuracy is critical to both performance and assembly. It differs from standard machining not because it uses fundamentally different machines, but because it demands tighter process control, superior tooling, stricter inspection, and multi-step finishing operations for gear components.
Accuracy vs. Repeatability
Two concepts matter equally here:
- Accuracy — how close the finished part is to the intended dimension
- Repeatability — how consistently those dimensions are reproduced across an entire production run
A process that hits the target on part one but drifts on part fifty isn't precision manufacturing. Both qualities must hold simultaneously, which is why process control matters as much as machine capability.
What "Tight Tolerances" Means in Practice
There's no single universal threshold that formally separates "precision" from "standard" machining — ISO 2768-1:1989 provides general tolerance guidelines, but the actual requirement is always set at the drawing level. As a practical benchmark, Protolabs notes that standard CNC machining runs at ±0.005 in. (0.13 mm), with tighter "standard precision" operations achieving ±0.002 in. (0.051 mm). High precision gear grinding operations can reach significantly tighter values than either of those figures.
Gear manufacturing uses its own tolerance framework. ANSI/AGMA ISO 1328-1-B14 defines 11 tolerance classes, numbered 1 through 11, where a lower number means a smaller (tighter) allowable deviation. Carnes-Miller Gear achieves AGMA 10 quality on hobbed and shaped gears, and AGMA 13 on ground spur gears — the higher rating on ground gears reflects what gear grinding can achieve that cutting alone cannot.
Why Precision Matters Most for Gear Manufacturing
Even minor deviations in gear tooth geometry, pitch diameter, or surface finish translate directly into measurable problems:
- Increased noise and vibration at the mesh
- Accelerated wear on mating tooth surfaces
- Reduced load capacity under operating conditions
- Early failure propagating through the drivetrain
Gear machining is among the most demanding precision applications in manufacturing because tolerance errors don't stay isolated. They compound across the mesh, affecting every mating component in the system.
Key High Precision Machining Methods
Precision machining is a family of processes — often applied in sequence — where each operation contributes specific dimensional improvements or surface finish refinements to the finished part.
Gear Hobbing and Gear Shaping
Gear hobbing is a continuous generating process where a multi-tooth hob rotates in coordination with the workpiece to progressively cut gear teeth. It's highly efficient for external spur and helical gears, and it's been a foundational process at Carnes-Miller Gear since 1973. CMG's hobbing capability handles blanks up to 200mm pitch diameter, producing gears to AGMA 10 quality.
Gear shaping uses a reciprocating gear-shaped cutter rather than a hob. According to Modern Machine Shop, shaping can address geometries where hobbing cannot — particularly internal gears, cluster gears, and gears with adjacent shoulders that restrict hob clearance. When the geometry prevents hobbing, shaping is often the only viable alternative for generating accurate tooth profiles.
Gear Grinding
Gear grinding is a post-heat-treatment finishing operation that uses abrasive wheels to refine gear tooth profiles to extremely tight tolerances. It serves two critical functions:
- Corrects heat treat distortion — residual stresses, phase transformations, and quenching movement deform gear geometry during hardening; grinding recovers those dimensions
- Achieves higher quality classes — hobbing or shaping alone reaches AGMA 10, but grinding pushes achievable quality to AGMA 13, with superior surface finish and quieter operation

Carnes-Miller Gear offers gear grinding up to 400mm in diameter — a capability that handles a broad range of industrial, defense, and aerospace gear sizes that require this level of finishing.
CNC Milling and Turning
CNC milling produces gear blanks, housings, and complex component geometries using computer-controlled multi-axis cutting. CNC turning (lathe work) is the preferred process for rotationally symmetric parts — shafts, bushings, cylindrical gear blanks — where concentricity and surface finish are directly tied to fit and function.
Carnes-Miller Gear maintains in-house CNC turning capability, including CNC lathes and turning centers with live tooling.
Broaching
Broaching uses a toothed tool pulled or pushed through a workpiece to cut keyways, splines, and internal profiles in a single pass. Cutting Tool Engineering describes rotary broaching as capable of producing internal and external forms including splines, keyways, hexagons, and serrations.
Its primary advantages make it well-suited to volume applications:
- Reproduces the same geometry with high repeatability across production runs
- Completes internal profiles in a single pass, reducing cycle time
- Holds tight tolerances consistently without secondary operations
EDM and Supplementary Operations
Electrical Discharge Machining (EDM) uses electrical sparks to erode conductive material without direct contact. Modern Machine Shop identifies wire EDM as particularly effective for hardened materials — tool steels, carbide, special alloys — and for intricate features or tight-tolerance profiles that conventional cutting cannot reach. Drilling and precision cutting complete the part workflow from blank to finished geometry.
Critical Factors That Determine Machining Precision
Even the most capable equipment produces scrap if the surrounding process isn't controlled. Four variables consistently determine whether a precision machining operation holds its tolerance.
Machine Rigidity and Calibration
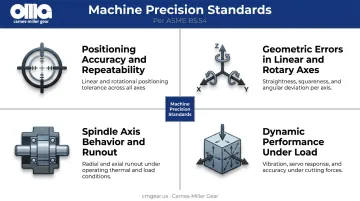
A rigid machine frame resists vibration during cutting; a calibrated machine ensures its movements stay true to programmed paths. NIST research identifies spindle error (runout) as a direct cause of poor surface finishes and dimensional errors that propagate across an entire feature — making spindle accuracy particularly critical. ASME B5.54 standardizes performance evaluation for CNC machining centers across four key areas:
- Positioning accuracy and repeatability
- Geometric errors in linear and rotary axes
- Spindle axis behavior and runout
- Overall dynamic performance under load
Thermal Expansion
Temperature changes cause metal to expand and contract in ways that matter enormously at tight tolerances. NIST data shows that a 100mm steel part changes approximately 1.15 micrometers per 1°C temperature change (based on steel's coefficient of thermal expansion near 11.5 × 10⁻⁶ per °C). When tolerances are measured in single-digit micrometers, a few degrees of variation — from a nearby machine, an open door, or a long production run — can push a borderline part out of spec.
The international reference temperature for dimensional metrology is 20°C. Precision shops manage thermal drift through temperature-controlled environments, machine warm-up cycles, and in-process measurement.
Tooling Quality and Tool Wear
Dull or worn cutting tools generate more heat, increase cutting forces, and gradually degrade dimensional accuracy. NIST identifies tool wear as a direct machining impediment — it degrades part accuracy and surface finish in ways that accumulate across a production run. Managing tool replacement schedules is a quality control practice: it determines whether the last part in a batch meets the same specification as the first.
Fixture Stability and Inspection
Workholding directly determines whether a part stays in its intended position under cutting forces. Micro-movement during a cut pushes features out of position. Complex gear blanks often require custom or specialized fixtures to maintain the concentricity and axial alignment that gear accuracy demands.
Inspection is not a final check — it's integrated into the process:
- CMM (coordinate measuring machine) measurement verifies dimensional conformance at critical stages
- On-machine measurement probes provide in-process feedback during production
- Nital-etch testing (governed by ISO 14104 and AMS 2649D) detects grinding burns — localized tempering or re-hardening zones caused by excessive grinding heat that compromise surface integrity and reduce fatigue life. Carnes-Miller Gear performs in-house nital-etch testing as part of its ground gear quality process.

Industry Applications of High Precision Machining
Aerospace, Defense, and Medical
These three sectors have the least tolerance for dimensional error — literally and figuratively.
Aerospace and defense applications include transmission gears, structural components, and actuation systems that must perform under extreme loads, vibration, and temperature variation. AGMA 911-B21 provides design guidelines specifically for gear systems in air vehicles and spacecraft, covering power gearboxes and transmissions where any deviation creates compounding risk.
Suppliers serving these sectors typically need to demonstrate:
- IAQG 9100 compliance — aviation, space, and defense quality management requirements
- ITAR registration — required for suppliers handling controlled technologies
Medical components — surgical instruments, implants, and drive mechanisms in diagnostic equipment — operate under ISO 13485:2016 and FDA 21 CFR Part 820, both of which govern the quality management systems and manufacturing controls required for medical device production.
Industrial, Mining, Rail, and Transportation
Precision requirements don't ease up in industrial environments — they just shift focus toward durability and part-to-part consistency across long production runs. AGMA publishes dedicated standards for these applications:
- ANSI/AGMA 6001-F19 — industrial gear drives
- ANSI/AGMA 6014-A06 — heavy equipment including mills, kilns, and coolers
Precision machining also enables reverse engineering of obsolete gear components — an increasingly valuable capability as legacy equipment in mining, rail, and industrial installations outlives the original OEM's parts supply. Shops that can measure, model, and reproduce a worn gear extend the service life of equipment that would otherwise need full replacement.
A full-service job shop handling blanking, cutting, grinding, and inspection under one roof reduces both lead times and quality risk. Each handoff between separate vendors introduces the possibility of tolerance stack-up and coordination delays.
How to Choose a High Precision Machining Partner
In-House Capabilities From Blank to Finished Part
A partner who completes gear blanking, cutting, grinding, broaching, and inspection within a single facility eliminates the tolerance stack-up risk that accumulates across shop handoffs — each vendor transition adds variation, miscommunication, and delay. Look for a full-service capability profile that covers:
- Gear blanking and CNC turning for raw material preparation
- Gear cutting (hobbing and shaping) for tooth generation
- Gear grinding for post-heat-treatment finishing
- Broaching for internal profiles, keyways, and splines
- In-house inspection including CMM measurement and nital-etch testing

Demonstrated Gear-Specific Experience
A generalist machine shop that occasionally cuts gears is not the same as a shop that has been doing nothing but gears for five decades. Carnes-Miller Gear has manufactured custom precision gears since 1973, building over 50 years of focused process knowledge across gear nomenclature, AGMA quality standards, tooling selection, and material-process interaction.
That depth translates directly into results: fewer surprises during production, better first-article yield, and more accurate process planning when tolerance requirements are demanding.
When evaluating any shop, that track record is a useful baseline — but a structured set of questions will confirm whether their capabilities match your requirements.
Practical Evaluation Criteria
Ask directly about:
- AGMA quality ratings achieved for hobbed, shaped, and ground gears (and whether they use legacy Q grades or current ISO classes)
- Inspection equipment — CMM capability, gear-specific measurement tools, and grinding burn detection
- Tolerance capabilities by process — what they can hold on hobbed gears versus ground gears
- Quality management practices — how they document in-process inspection and dimensional data
- Reverse engineering capability — whether they can reproduce obsolete components from worn samples or limited drawings
- Heat treat distortion salvage — whether grinding can recover gears that distorted during hardening, and at what stage that decision is made
Frequently Asked Questions
What are high precision machining methods?
The core methods are CNC milling, CNC turning, gear hobbing, gear shaping, gear grinding, broaching, drilling, and EDM. The right choice depends on part geometry, material, tolerance requirement, and whether the operation is a roughing or finishing step — most precision gear components require several of these processes in sequence.
Is CNC machining better than forging for high precision parts?
Forging is a forming process that improves grain structure and strength but cannot achieve tight dimensional tolerances on its own. CNC machining removes material to meet precise specifications. For high-precision applications, CNC machining — or machining after forging — is the standard approach to achieving exacting dimensions and surface quality.
What tolerances are achievable with high precision machining?
Standard CNC work holds approximately ±0.13 mm; tighter precision operations reach ±0.051 mm or better. Gear grinding achieves AGMA 13 quality on spur gears, while hobbing and shaping typically produce AGMA 10 — so process selection is critical when tolerances are tight.
What industries rely most on high precision machining?
Aerospace, defense, medical, industrial manufacturing, mining, rail, and transportation are the primary sectors. Dimensional errors in these fields directly affect safety, performance, and equipment longevity — and regulatory or contractual requirements make those standards non-negotiable.
How does gear grinding achieve higher precision than standard gear cutting?
Gear grinding uses abrasive wheels to refine tooth profiles after heat treatment, correcting distortion that hobbing or shaping cannot address. It tightens tolerances, improves surface finish, and enables quieter, more efficient gear operation — making it the required final step for gears operating under high loads, high speeds, or low-noise requirements.
What should I look for when selecting a precision gear machining partner?
Evaluate in-house capabilities from blanking through grinding, demonstrated AGMA-rated quality output, inspection processes including nital-etch testing for grinding burns, and experience with your specific industry and gear type. The ability to reverse-engineer obsolete components and salvage heat-treated parts reduces lead times and avoids costly redesigns for aftermarket and legacy equipment applications.