
The wholesale gear market is large and fragmented. Not every supplier operates with the same manufacturing depth, quality standards, or ability to handle non-standard specifications. This guide covers what procurement teams need to know before placing wholesale orders: how worm gear systems work, what industries rely on them, how to evaluate suppliers, and when custom manufacturing makes more sense than catalog parts.
Key Takeaways
- Worm gears and worm shafts are matched sets; unverified compatibility causes meshing and tolerance failures
- AGMA quality class ratings are the most reliable benchmark for comparing supplier precision capabilities
- Steel-on-bronze is the industry standard material pairing for most industrial worm gear applications
- Domestic custom manufacturers offer shorter lead times, tighter tolerances, and clearer accountability than overseas sources
- Custom manufacturing is the right choice when catalog configurations can't meet your application's exact specifications
What Are Worm Gears and Worm Shafts?
A worm gear system consists of two components: the worm (a threaded shaft resembling a screw) and the worm wheel (the gear it drives). The worm meshes with the worm wheel at a 90-degree shaft angle, converting rotational input into reduced-speed, high-torque output.
According to KHK, the speed reduction ratio is calculated by dividing the worm wheel tooth count by the number of worm thread starts. Standard worm gear reduction ratios run from 1/10 to 1/120, making them ideal when compact, low-speed output matters more than mechanical efficiency.
That efficiency trade-off is worth understanding: KHK notes worm gear systems typically achieve 30% to 60% efficiency due to the sliding contact nature of the mesh. Heat generation is a real design factor, not an afterthought.
Why the Matched Set Matters
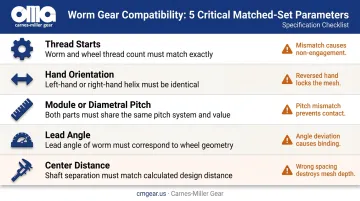
The worm drives the wheel, and the entire system depends on how precisely these two components are manufactured to mesh together. Several parameters must align:
- Starts (thread count): Standard worms come in single or multi-start configurations; ratio changes with starts
- Hand orientation: Right-hand and left-hand worms cannot be paired with the opposite wheel — they are not interchangeable
- Module or diametral pitch: Both components must share consistent pitch values
- Lead angle: The worm's lead angle must equal the effective helix angle of the worm wheel
- Center distance: KHK references a center distance tolerance of ±0.2mm between worm shaft center and worm wheel tooth-width center
The practical implication for wholesale buyers: the reliable sourcing unit is a matched set, not two separately sourced part numbers. Every RFQ should include all five parameters above — missing any one of them opens the door to incompatible components arriving on your floor.
Key Industries That Source Worm Gears and Worm Shafts in Bulk
Worm gear systems appear across a wide range of industrial sectors. KHK identifies speed reducers, elevators, machine tools, chain blocks, and automotive power steering as common applications — and the list extends well beyond those categories.
Industries with consistent wholesale demand include:
- Industrial machinery: Conveyor drives, packaging equipment, and processing lines
- Mining and construction: Hoists, winches, and heavy lifting equipment where high torque reduction is non-negotiable
- Agricultural machinery: Feed augers, irrigation drives, and harvesting equipment
- Transportation and rail: Steering systems, actuators, and drive assemblies
- Aerospace and defense: Precision actuation systems with strict tolerance requirements
- Medical equipment: Positioning systems and diagnostic equipment requiring smooth, quiet operation
OEM vs. Aftermarket Wholesale Needs
Each of those industries feeds into two distinct buyer types — and sourcing requirements differ enough that not every supplier handles both well.
OEM manufacturers sourcing in volume need batch-to-batch consistency. Every gear in a production run must meet identical tolerances — minor variation compounds across an assembly line fast.
The key question for any potential supplier: do they use CNC processes with documented inspection protocols, or manual setups that introduce run-to-run variability?
Aftermarket and replacement buyers face a different challenge: matching obsolete or discontinued gear profiles to legacy equipment. This requires reverse engineering from worn samples or legacy drawings. Suppliers who lack that capability tend to recommend substitutes that look close on paper but create compatibility issues in the field.
What to Look for in a Worm Gear Wholesale Supplier
In-House Manufacturing Capabilities
A supplier who controls every step of production — gear cutting, milling, grinding, broaching, blanking — has far more control over quality and schedule than one who subcontracts key operations. When grinding or heat treatment gets outsourced, the supplier loses control over part dimensions and delivery timing.
That integration is what separates a true manufacturing partner from an assembler. Carnes-Miller Gear (CMG), based in Locust, NC, operates as a full-service job shop with all of these capabilities under one roof in an 18,000-square-foot dedicated facility. When a gear needs post-heat-treat grinding to correct distortion, CMG handles it internally rather than waiting on a third party.
Quality Ratings and Certifications
AGMA quality class ratings are the clearest benchmark for comparing supplier precision. ANSI/AGMA 2011-B14 defines tolerance grades 3 through 12 for cylindrical wormgearing — ask any prospective supplier to specify which grade they manufacture to and what inspection records they can provide.
CMG achieves:
- AGMA Class 10 on shaped and hobbed gears
- AGMA Class 13 on ground and heat-treated gears
The Class 13 rating reflects tighter tolerances, better surface finish, and lower noise — relevant for aerospace, defense, and precision industrial applications. CMG also performs in-house nital-etch testing to detect grinding burns, a metallurgical defect that can compromise gear surface integrity in high-performance applications and is often missed without this specific test.
Custom and Reverse Engineering Capability
For mining, rail, defense, and other sectors running legacy equipment, the ability to reverse-engineer an obsolete gear profile is often the difference between replacing an entire machine and keeping it running. Ask suppliers directly whether they can reproduce non-standard profiles using:
- Worn physical samples with no surviving drawings
- Legacy engineering drawings (even partial or degraded)
- Direct measurement of installed components
CMG's reverse engineering capability covers all three scenarios, allowing engineers to replace obsolete gear profiles without redesigning surrounding assemblies or scrapping otherwise functional equipment.
Domestic vs. Overseas Supplier Trade-Offs
NIST MEP's reshoring guidance recommends evaluating total cost of ownership rather than unit price alone. Shorter lead times directly reduce inventory requirements and raw material stock needs — both real cost factors.
| Factor | Domestic Supplier | Overseas Supplier |
|---|---|---|
| Lead time | Shorter, more predictable | Longer, more variable |
| Quality audits | Accessible, straightforward | Difficult, costly |
| Communication | Direct, same time zone | Delays, language barriers |
| Tariff exposure | Minimal | Significant (e.g., Section 301 tariffs on China-origin components) |
| IP risk | Low | Higher for proprietary profiles |
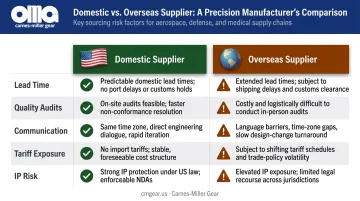
For China-sourced worm components specifically, buyers should verify HTS classification and current tariff status before calculating landed cost — the price differential narrows considerably once Section 301 tariffs and freight are factored in.
Materials and Quality Standards for Worm Gears and Worm Shafts
Steel Worm Shafts
Worm shafts are almost universally made from hardened steel, because the worm drives the wheel and must resist wear over an extended service life. Common materials include:
- S45C carbon steel — general purpose, moderate hardness
- SCM440 alloy steel — thermal refined and induction hardened, typically 50 to 60 HRC
- Stainless steel (SUS303) — for corrosion-sensitive environments
Case-hardened worm shafts for demanding applications typically target surface hardness of 58 to 62 HRC with a core hardness above 30 HRC, giving a hard wear surface with a tougher core that resists impact loading.
Bronze Worm Wheels
The worm wheel (gear) is intentionally made from a softer material — phosphor bronze (CAC502) or aluminum bronze (CAC702) — to protect the steel worm and manage heat. Industry standards specify worm gear ratings based on a hardened steel worm paired with a bronze worm gear. The bronze conforms slightly during break-in, improving contact, and dissipates heat better than a steel-on-steel pairing would.
Material selection for the wheel should account for load magnitude, operating speed, and duty cycle. Heavier loads favor aluminum bronze; applications with high sliding speeds often perform better with phosphor bronze.
Alternative Materials
For lower-load or corrosion-sensitive applications (common in agriculture and light industrial equipment), cast iron worm wheels offer a lower-cost alternative. Engineering plastics such as acetal or nylon suit very light-load scenarios where the priorities are:
- Noise reduction over torque capacity
- Chemical resistance in wash-down or caustic environments
- Weight savings in portable or handheld equipment
Heat Treatment and Surface Finish
Heat treatment after gear cutting introduces dimensional distortion, which is one of the more persistent challenges in precision gear production. Suppliers who offer gear grinding after heat treatment can correct this distortion and deliver parts that would otherwise be scrapped or require rework.
When evaluating suppliers, post-heat-treat grinding capability is a reliable indicator of manufacturing depth. Carnes-Miller Gear grinds gears up to 400mm in diameter with this step built into standard production. For worm gear applications where noise and efficiency matter, ground gears consistently outperform hobbed-only gears — surface finish directly affects how smoothly the worm and wheel mesh under load.
Custom vs. Off-the-Shelf Worm Gears: Which Is Right for Your Application?
When Off-the-Shelf Works
Standard catalog worm gears make sense when the application uses common ratios and sizes, precision requirements are moderate, and procurement speed matters. Boston Gear's catalog, for example, covers worms and worm gears from 48 to 3 diametral pitch with pitch diameters up to 85 inches, in both single and multiple thread configurations.
Individual stock bronze worm gears run from roughly $134 to $195 per unit for standard DP sizes, while IronHorse stainless worm gearbox assemblies start around $1,050. These are list price examples — actual costs vary by ratio, size, material, and quantity.
Off-the-shelf limitations:
- Restricted pitch, ratio, and dimensional options
- Material grades may not match application demands
- Lower AGMA quality classes typical for commodity catalog products
When Custom Manufacturing Is the Right Call
Custom gear manufacturing becomes necessary when:
- Standard sizes don't match the existing assembly's center distance or pitch requirements
- Higher AGMA quality classes are required for precision or noise-sensitive applications
- Obsolete or discontinued gear profiles need to be reproduced
- Heat treatment and post-grind operations are needed for surface integrity
The upfront investment in custom tooling and setup pays off in longer service life and verified equipment compatibility. Carnes-Miller Gear handles both turn-key gear assemblies — blanking through grinding, fully finished — and tooth-cutting-only services for customers who supply their own blanks or need only specific operations performed.
Decision framework for procurement teams:
- Does a catalog gear match your center distance, ratio, pitch, and hand orientation exactly?
- What AGMA quality class does the application require?
- Is this a new design or a replacement for an existing piece of equipment?
- What's the cost of downtime if the gear fails prematurely?
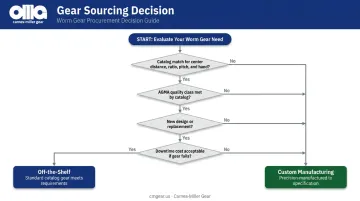
A single "no" in that checklist — particularly on center distance or AGMA class — is a clear signal that custom manufacturing is worth the conversation.
Frequently Asked Questions
What is the difference between a worm shaft and a worm gear?
The worm shaft is the driving component: a threaded, screw-like shaft that supplies rotational input. The worm gear (wheel) is the driven component that receives motion from the worm and delivers torque output. Both are separate parts that must be precisely matched in pitch, helix angle, and hand orientation to function as a system.
How do you match a worm and worm gear?
The worm's lead angle must equal the effective helix angle of the worm wheel, and both components must share consistent module or diametral pitch values. Center distance must be held to tight tolerances. Sourcing both parts from the same manufacturer, or having them machined as a matched set, is strongly recommended.
What is the best material for worm gears?
The standard industrial pairing is a hardened steel worm shaft (typically 50–62 HRC) against a phosphor bronze or aluminum bronze worm wheel. This combination minimizes friction and heat buildup. Adjust material selection based on load magnitude, operating speed, and environmental conditions such as corrosion exposure.
What does a worm gearbox with motor cost?
Pricing varies by gear ratio, size, material, precision grade, and whether the unit is stock or custom. Standard bronze worm gears run roughly $134–$195 per component; assembled stainless worm gearbox units start around $1,050, with precision-grade or custom units commanding a significant premium. Request a quote against your specific specifications for an accurate number.
How do I verify that a worm gear supplier meets quality standards?
Ask the supplier to specify their AGMA quality class (referencing ANSI/AGMA 2011-B14 grades 3–12 for cylindrical wormgearing), request material certifications for steel and bronze stock, and ask about in-house testing capabilities. Nital-etch testing for grinding burns, documented dimensional inspection, and traceability records are strong indicators that a supplier has genuine quality infrastructure.


