
"Precision gear" is a specific technical designation. It describes a gear manufactured and inspected to tight dimensional and geometric tolerances, verified against a stated quality standard. This post covers what precision gears are, how they're made, why the grade matters, and what to look for when specifying a manufacturer.
Key Takeaways
- Precision gears are rated by tolerance class under standards like AGMA/ISO — not by a generic label
- Each manufacturing process — hobbing, shaping, grinding, broaching — targets a different accuracy tier; choosing the wrong one costs you tolerance and longevity
- Higher AGMA quality grades require tighter tolerances and more demanding manufacturing processes
- Improperly graded gears cause wear, heat buildup, noise, and eventual system failure — costs that far exceed the price difference
- Verified AGMA grades, documented inspection records, and complete in-house capability are the clearest signs a manufacturer can actually deliver what they quote
What Are Precision Gears?
Precision gears are gears manufactured to tight dimensional and geometric tolerances — controlling tooth pitch, profile, lead, runout, and spacing — so that power transmits consistently, efficiently, and reliably under load.
"Precision" describes a spectrum of quality grades, each defined by how closely the finished gear meets its specified tolerances. A gear appropriate for a slow-moving agricultural conveyor is not appropriate for a high-speed aerospace actuator — even if both look identical. Grade selection is an engineering decision, not a default.
The AGMA/ISO Standards Framework
In the U.S., gear quality is most commonly rated using AGMA standards, which align with ISO 1328-1. ISO 1328-1:2013 defines 11 flank tolerance classes, numbered 1 through 11 in order of increasing tolerance — meaning class 1 is the tightest, class 11 the loosest.
One important nuance: legacy AGMA Q-number grades (from AGMA 2000-A88) and the newer AGMA 2015 A-prefix grades run on different scales:
| Standard | High Accuracy | Low Accuracy |
|---|---|---|
| AGMA 2015 (A-prefix) | A2–A5 | A10–A11 |
| ISO 1328-1 | Class 1–3 | Class 9–11 |
The numbering directions are reversed between systems. Always confirm which standard revision a supplier is referencing before evaluating a quote.
Precision vs. Standard: A Practical Distinction
That standards knowledge has direct cost implications. Substitute a commercial-grade gear into a precision-demanding application — say, a transmission component in rail or mining equipment — and the consequences follow a predictable pattern:
- Increased backlash from looser tooth spacing tolerances
- Uneven load distribution leading to stress concentrations across the tooth face
- Vibration and noise escalation as tooth geometry errors compound during mesh
- Accelerated wear and eventual failure, often taking adjacent components with it
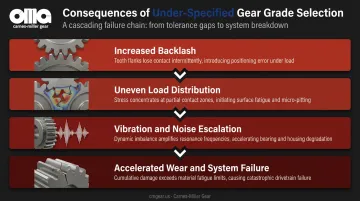
The gear didn't fail because it was defective. It failed because it was specified at the wrong grade for the application.
Key Characteristics That Define a Precision Gear
Tooth Geometry Tolerances
Precision gears must hold tolerance across multiple parameters simultaneously — pitch, profile, lead, and runout. These parameters aren't independent. An error in pitch spacing compounds through the gear mesh, amplifying load variation with every revolution.
Surface Finish
The surface finish of gear tooth flanks directly affects friction, wear rate, and noise. Ground gear teeth produce smoother surfaces that support proper lubrication film formation — reducing heat generation and operating noise. Research confirms that gear surface condition significantly affects load-carrying capacity and is critical for wear, friction, and lubrication behavior.
Material Selection
Precision gears are typically made from alloy steels — grades like 8620, 4140, or 4340 — chosen for their machinability, hardenability, and fatigue strength. Material quality must be consistent through the entire blank, not just at the surface.
Heat Treatment and Distortion Control
Most precision gears undergo heat treatment — carburizing, case hardening, or induction hardening — to achieve the required surface hardness while maintaining core toughness. Heat treatment causes distortion, and gear geometry that passed inspection before the furnace can fall outside tolerance after it.
This is why gear grinding after heat treatment is often required. It corrects distortion and restores the gear to its specified tolerances. Carnes-Miller Gear offers both heat treatment processing and the subsequent grinding needed to salvage gears affected by heat treat distortion.
How Precision Gears Are Made: Processes and Techniques
Gear Blanking
Before any tooth cutting begins, the raw material is machined into a gear blank — establishing the bore, face, and OD that all subsequent operations reference. Errors at the blanking stage propagate downstream. A blank with a slightly out-of-true bore will index every tooth slightly off, regardless of how well the hobbing or grinding is executed.
Gear Hobbing and Shaping
Hobbing is a continuous cutting process where a rotating multi-tooth hob and the gear blank rotate in a synchronized relationship, progressively forming the tooth profile. It's efficient, widely used for spur and helical gears, and capable of reaching high AGMA quality grades with proper tooling and setup.
Shaping uses a reciprocating gear-shaped cutter. It's slower than hobbing but more flexible, making it better suited for internal gears, cluster gears, or geometries where a hob can't reach the workpiece. Carnes-Miller Gear achieves AGMA 10 on both shaped and hobbed gears.
Gear Grinding
Grinding delivers the highest accuracy of any tooth finishing process. Abrasive wheels remove small, controlled amounts of material to achieve the final tooth profile, surface finish, and dimensional tolerance. It's typically required after heat treatment — the only finishing method capable of correcting heat-induced distortion while still hitting tight tolerance classes. Carnes-Miller Gear's grinding capability covers external gears up to 400mm in diameter, achieving AGMA 13 on ground spur and heat-treated gears.
Broaching and Quality Inspection
Broaching produces internal features — keyways, splines, internal gear teeth — in a single fast pass. Gear Solutions notes rotary broaching achieves tolerances as tight as 0.0005 inches for splines, serrations, and keyways. In a complete gear manufacturing workflow, broaching typically follows tooth cutting to add internal features before final finishing.
Nital-etch testing is a post-grinding quality checkpoint, not a cutting process. Using dilute nitric acid (per ISO 14104 and AMS 2649D), it detects grinding burns: localized surface damage from excessive grinding heat that compromises hardness and fatigue life without any visible sign on the surface.
Carnes-Miller Gear performs nital-etch testing in-house as a standard quality step for all ground gears.
Each of these processes serves a distinct role in the manufacturing sequence:
| Process | Primary Purpose | Typical Position in Workflow |
|---|---|---|
| Blanking | Establishes reference geometry | First |
| Hobbing / Shaping | Cuts tooth form | After blanking |
| Grinding | Final profile accuracy and finish | After heat treatment |
| Broaching | Internal features (keyways, splines) | After tooth cutting |
| Nital-etch | Detects grinding burns | Final quality check |

Why Precision Matters: Performance, Cost, and Reliability
The Performance Cascade
Tooth geometry errors cause uneven load distribution during mesh. That uneven distribution creates stress concentrations, raises operating temperature, and generates vibration. These effects don't stay isolated.
A gear specified at the wrong tolerance class accelerates wear on adjacent bearings, seals, and housings. It doesn't just wear out early — it degrades the system around it.
Gear noise is a useful diagnostic here. Smooth, quiet operation signals proper tooth contact. Escalating noise signals geometry errors, misalignment, or wear — and that signal will worsen until something fails. In medical equipment or aerospace assemblies, vibration doesn't just indicate wear; it can directly affect measurement accuracy or structural integrity.
Those consequences carry a direct price tag.
The Economics of Getting It Right
Specifying a precision gear is fundamentally a comparison between a known, bounded cost and an unbounded one.
NIST reported $119.1 billion in preventable maintenance losses for U.S. discrete manufacturers in 2016, including $18.1 billion attributable to downtime alone. The costs that accumulate after a precision failure routinely dwarf the price difference between a commercial gear and a precision-grade one:
- Emergency repair labor and expedited sourcing
- Replacement lead times on custom components
- Lost production during unplanned downtime
- Requalification and inspection costs after reassembly
The unit price of a precision gear is fixed and predictable. Failure costs are neither.
Industries That Rely on Precision Gears
Precision gears appear across virtually every sector that transmits power under load, with demand drivers varying significantly by application:
High-accuracy applications:
- Aerospace and defense — proof-of-concept face gears for U.S. Army/NASA programs were precision ground to AGMA class 12
- Medical devices and surgical robotics — tight-tolerance gears for end effectors and positioning systems
- High-speed industrial drives — where tooth geometry errors translate directly to noise and positioning error
Heavy-load applications:
- Mining, construction, and rail — where gears run under sustained heavy loads in harsh environments
- Agricultural equipment — demanding durability across wide speed and load ranges
A growing challenge in mining and rail is keeping legacy machinery operational when OEM support no longer exists. Reverse engineering worn or undocumented gears from physical samples, where geometry must be derived from a worn part with no original drawings, requires both measurement capability and manufacturing depth.
Carnes-Miller Gear offers reverse engineering services specifically for this work, serving industries where equipment must stay running regardless of OEM availability.

What to Look for in a Precision Gear Manufacturer
In-House Capabilities and Process Control
When manufacturing steps move between facilities, dimensional control and scheduling both become harder to manage. Heat-treated blanks shipped to a separate grinding house introduce handling risk, distortion that wasn't accounted for in the original grinding allowance, and scheduling dependencies outside anyone's direct control.
A manufacturer who controls blanking, tooth cutting, heat treatment, grinding, and inspection under one roof can troubleshoot problems faster, maintain tighter tolerance chains, and take clear accountability for the finished part.
Verified AGMA Ratings and Documented Inspection
Ask prospective manufacturers specifically:
- What AGMA quality grades do you reliably achieve by process (hobbed, shaped, ground)?
- How do you verify it — gear analyzer charts, CMM reports, analytical inspection travelers?
- Do you perform nital-etch or equivalent testing on ground hardened gears?
Carnes-Miller Gear achieves AGMA 10 on shaped and hobbed gears, and AGMA 13 on ground spur gears and heat-treated gears, with in-house nital-etch testing as a standard quality step.
Experience and Engineering Judgment
Gear manufacturing is a specialized discipline. Specifying tolerances, selecting tooling, planning heat-treat distortion allowances, and reverse engineering from worn samples all require knowledge that comes from decades of application experience — not just machine hours.Gear manufacturing is a specialized discipline. Specifying tolerances, selecting tooling, planning heat-treat distortion allowances, and reverse engineering from worn samples all require accumulated knowledge that machine hours alone don't build.
Carnes-Miller Gear has operated as a full-service job shop since 1973, serving aerospace, defense, medical, industrial, mining, rail, and construction sectors from a dedicated 18,000-square-foot facility in Locust, NC. That depth of experience matters most in non-standard situations:

- Custom geometries that fall outside standard catalog specifications
- Undocumented replacement parts for legacy or obsolete equipment
- Assemblies where the specification must be derived from a worn sample
Frequently Asked Questions
What are precision gears?
Precision gears are manufactured to tight dimensional and geometric tolerances — rated by standards such as AGMA or ISO 1328 — to ensure accurate power transmission, minimal backlash, and long service life. The grade required depends on the application's speed, load, and accuracy demands.
How are precision gears made?
Starting from a machined gear blank, teeth are cut using hobbing or shaping, then finished to tight tolerances through grinding. Heat treatment is typically applied between cutting and grinding to harden the gear, with inspection steps throughout to verify the specified quality grade.
What does AGMA rating mean for precision gears?
AGMA quality grades define how accurately a gear has been manufactured. Higher grades mean tighter tolerances, required for higher-speed or more demanding applications. Buyers should confirm whether a supplier references legacy AGMA Q numbers, AGMA 2015 A-prefix grades, or ISO 1328 classes, as these are not interchangeable.
What industries use precision gears?
Precision gears are used across aerospace, defense, medical devices, industrial machinery, mining, rail, construction, transportation, and agricultural equipment. Any application requiring reliable power transmission, accurate positioning, or long service life under load will specify precision-grade gears.
What is the difference between gear hobbing and gear grinding?
Hobbing is a tooth-cutting process that generates the initial gear tooth form quickly and efficiently. Grinding is a finishing process that removes very small amounts of material to achieve the final tolerance and surface finish — and is required to reach the highest AGMA quality grades, such as AGMA 13 on ground spur gears. Grinding always follows heat treatment to correct any distortion introduced during hardening.


