
This article covers what separates aerospace gear manufacturing from general production, the gear types and processes involved, how AGMA quality ratings apply, and what to look for in a manufacturing partner.
Key Takeaways
- Aerospace gears require tighter tolerances and surface finishes than industrial gears, governed by AGMA quality standards
- Common aerospace gear types — spur, helical, bevel, and planetary — each suit specific aircraft and defense applications
- Hobbing, shaping, grinding, and broaching serve distinct roles in hitting aerospace-grade precision targets
- Material selection (8620, 9310, 4340), heat treatment protocols, and nital-etch inspection are critical quality controls
- In-house capabilities from blanking through final inspection reduce supply chain risk and keep quality consistent
What Sets Aerospace Gear Manufacturing Apart from Standard Gear Production
Tolerance Requirements and Failure Consequences
Aerospace gears operate under extreme conditions: high rotational speeds, thermal cycling, vibration, and cyclic fatigue loads. A micron-level deviation in tooth geometry can cause premature wear, misalignment, or outright failure. There's no margin for "close enough."
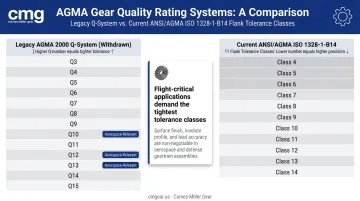
The current AGMA accuracy framework, ANSI/AGMA ISO 1328-1-B14 (reaffirmed September 2024), defines 11 flank tolerance classes for cylindrical gears, where lower numbers indicate higher precision.
Older sourcing documents reference the legacy AGMA 2000 Q-number system (Q3–Q15), where higher numbers indicated tighter tolerances. You'll still see that terminology on many aerospace drawings (AGMA 10, 12, 13). What matters practically: the most demanding flight-critical and defense applications push toward the tightest classes available.
AGMA quality ratings measure pitch accuracy, tooth profile, lead, and spacing errors. Matching the right quality level to application requirements is an engineering decision, not a default.
Traceability and Documentation
Aerospace gear manufacturing doesn't end with a dimensionally correct part. FAA Advisory Circular AC 20-154A requires receiving inspection systems to establish traceability to whether articles were manufactured under 14 CFR Part 21. That means every gear must be accompanied by:
- Material certifications tied to the specific heat or lot
- In-process inspection records at each manufacturing stage
- Process logs for heat treatment, grinding, and inspection
- Release documentation linking all records to the part
Manufacturers without robust documentation systems create compliance risk for their customers — even when the physical gear is dimensionally correct.
Full Process Control
Every step in the production sequence carries risk: raw material selection, blanking, tooth cutting, heat treatment, grinding, and final inspection. Each handoff between vendors introduces traceability gaps, special-process approval exposure, and scheduling uncertainty. Full-service, in-house manufacturers eliminate those gaps by keeping the entire sequence under one roof.
Surface finish is where that control shows most clearly. Ground gear teeth outperform hobbed or shaped surfaces in load distribution, noise, vibration, and wear life. For the most demanding aerospace applications, grinding isn't a finishing step — it's the capability that separates capable shops from general gear manufacturers.
Types of Aerospace Gears and Their Critical Applications
Spur Gears
Spur gears transmit torque between parallel shafts with high efficiency. In aerospace, they appear in accessory gearboxes — FAA training materials confirm that accessory gearboxes use spur and bevel gears to drive fuel pumps, generators, and hydraulic pumps at appropriate speeds. Where weight and complexity must stay low and shaft alignment is parallel, spur gears remain the workhorse.
Helical Gears
Angled tooth engagement gives helical gears smoother, quieter operation and higher load capacity than equivalent spur gears. NASA research documents double-helical gear performance testing in high-speed tiltrotor aircraft transmissions — applications where noise and load capacity matter simultaneously. Helical gears suit aircraft transmission systems and actuation assemblies where spur gears would generate unacceptable vibration or noise.
Bevel and Spiral-Bevel Gears
Bevel gears change the axis of rotation, making them essential wherever a 90-degree or other angular drive is required. Spiral-bevel gears appear in helicopter transmissions — NASA and the U.S. Army Research Laboratory published research on low-noise, high-strength spiral-bevel gears for helicopter transmission systems with Bell Helicopter Textron. They also appear in flight control mechanisms and actuation systems requiring angular direction changes.
Planetary (Epicyclic) Gear Sets
Planetary gear sets pack high torque density into compact, lightweight assemblies, which makes them well-suited for weight-sensitive aerospace applications. NASA tested helicopter transmission planetary reduction stages achieving an overall reduction ratio of 17.44, with the planetary stage contributing 4.67. ASME research on next-generation turboprop gearboxes also documents planetary configurations for turboprop reduction stages. When both size and weight budgets are tight, planetary configurations consistently appear in the design solution.

Rack and Pinion Gears
Rack and pinion configurations convert rotary motion to linear travel. Applications include:
- Leading-edge slat actuation: Moog documents planetary actuators driving rack and pinion systems on commercial aircraft
- Flap actuation: The X-38 flap actuator mechanism used a pinion and sector gear arrangement
- Profile accuracy: Any tooth geometry error translates directly into unpredictable or non-repeatable linear motion
Precision Gear Manufacturing Processes for Aerospace Applications
Hobbing, Shaping, and Blanking
Gear hobbing and shaping are the foundational tooth-cutting processes. Hobbing uses a rotating hob cutter to generate teeth progressively; shaping uses a reciprocating cutter for geometries hobbing can't reach. Both produce aerospace-grade pre-grind stock that establishes the tooth geometry corrected in subsequent grinding.
Precision gear blanking underpins everything that follows. The bore, face, and OD must be held to tight tolerances from the start — if the blank doesn't seat and run true, errors compound through every subsequent operation.
Carnes-Miller Gear's cutting capabilities include:
- Shaped spur gears up to 20 inches (500mm) diameter
- Hobbed spur gears up to 16 inches (400mm) diameter
- Helical gear hobbing up to 8 inches diameter with helix angles up to ±45°
- AGMA 10 quality ratings on shaped and hobbed gears
Gear Grinding
After case hardening, tooth profile errors and heat treat distortion are corrected through precision grinding — restoring geometry to the tightest AGMA quality levels. This is the step that turns hardened pre-grind stock into a finished aerospace component. NASA's 1992 AISI 9310 gear fatigue study manufactured test specimens with a standard ground 16-rms surface finish, reflecting grinding as a baseline for aerospace gear research specimens.
Carnes-Miller Gear's grinding capabilities include:
- Profile tooth grinding up to 400mm diameter
- Geared and pinion shafts ground up to 660mm in length
- AGMA 13 quality ratings on ground spur gears and heat-treated helical gears
- Lead, profile, and tip relief modifications per customer specification
Broaching
Broaching produces internal features — splines, keyways, and bores — to tight dimensional tolerances in a single pass. For aerospace gears requiring precise interface fits at shaft connections, broaching delivers the repeatability that other processes can't match. Carnes-Miller Gear uses broaching and shaping for internal splines, with emphasis on proper gaging to verify involute spline fit.
Nital-Etch (Acid Etch) Inspection
Nital-etch testing is a mandatory quality gate, not an optional add-on. The process uses dilute nitric acid to reveal grinding burns — localized thermal damage in the surface layer of gear teeth. These burns are invisible to standard dimensional inspection but create stress risers that can initiate fatigue cracks under cyclic loading.
Two standards govern etch inspection for aerospace applications:
- SAE AMS2649 — covers high-strength steel parts at 180 ksi tensile strength and above
- ISO 14104 — provides the international reference for the same requirement
Aerospace specifications routinely mandate this test after grinding. Carnes-Miller Gear performs nital-etch testing in-house, providing immediate process feedback rather than waiting on an outside lab.
Materials and AGMA Quality Standards in Aerospace Gear Production
Common Aerospace Gear Alloys
Material selection balances surface hardness, core toughness, and operating temperature. The three most common aerospace gear alloy steels are:
| Grade | Specification | Primary Use |
|---|---|---|
| SAE 9310 | SAE AMS6265 (vacuum melted) | High-demand carburizing grade; surface fatigue-critical gears |
| SAE 8620 | SAE AMS6274S | General-purpose carburizing grade for aerospace accessories |
| SAE 4340 | SAE AMS6414 | Through-hardening grade for high-strength structural gears |

Titanium alloys appear in weight-critical applications but present significant machinability challenges, demanding specialized tooling and tighter process controls than standard alloy steels. These challenges feed directly into heat treatment decisions downstream.
Heat Treatment and Distortion Correction
Case hardening — carburizing or nitriding — increases surface hardness and wear resistance essential for aerospace gear tooth life. The tradeoff is dimensional distortion. A Boeing study on AGMA quality class 10, 9310 steel bevel gears for 737 flap drive systems documented carburizing-related local profile distortion and pitch-cone variation ("potato chipping"), noting that post-hardening correction of straight bevel gears through grinding is often impractical and may scrap the part.
For cylindrical gears, post-heat-treat profile grinding is the standard correction method. Carnes-Miller Gear offers heat-treat distortion salvage through precision grinding, recovering gears that have gone out of specification and avoiding the cost of scrapping the part entirely.
AGMA Quality Levels in Practice
The legacy AGMA 2000 quality numbering system (Q3–Q15, now withdrawn) remains common in aerospace drawings and procurement specifications:
- AGMA 10: Achievable through precision hobbing and shaping; appropriate for many engine-accessory and auxiliary system gears
- AGMA 12–13: Achieved through post-heat-treat profile grinding; required for the highest-load, highest-speed flight-critical applications
Quality level selection belongs to the OEM or system designer, driven by specific operating loads, speeds, and fatigue life targets for each application.
What to Look for in a Precision Aerospace Gear Manufacturer
Full In-House Capability
Every vendor handoff in gear manufacturing creates a traceability gap, a special-process control challenge, and schedule exposure. Full-service manufacturers that handle blanking, cutting, heat treatment coordination, grinding, broaching, and inspection under one roof eliminate those risk points.
Carnes-Miller Gear has operated from its 18,000-square-foot facility in Locust, NC since 1973, with single-source capability covering:
- Gear blanking through AGMA 13-rated profile grinding up to 400mm diameter
- In-house nital-etch testing for grinding burns
- Grinding-only services for aerospace customers supplying pre-ground blanks
- Gear Charts documenting modifications to leads, profiles, and tip relief

Documented Quality Ratings and In-House Testing
Ask any prospective supplier for documented AGMA quality ratings achieved on production parts — not just claimed on a capability sheet. Confirm in-house inspection capability including:
- Nital-etch testing for grinding burns (in-house, not outsourced)
- Dimensional verification with calibrated gauging
- Process certifications tied to individual parts
FAA AC 20-154A specifies that calibration records for measurement devices used in conformity verification must be maintained. Suppliers who outsource inspection add time and lose real-time process feedback.
Reverse Engineering and MRO Capability
Aerospace MRO programs frequently require replacement gears for legacy or obsolete equipment — often from worn samples or incomplete drawings. A manufacturer with reverse engineering capability can reproduce those gears without original tooling, reducing downtime and eliminating sole-source supply risk.
Carnes-Miller Gear provides reverse engineering services for helical gears, worm gears, and spur gears when OEM support is unavailable. CMG works from worn samples or partial documentation to establish exact tolerances and geometry before production begins.
Frequently Asked Questions
What is the difference between precision and accuracy in gear manufacturing?
Precision refers to repeatability — producing the same result consistently across a lot. Accuracy refers to how closely each result matches the true target value. In gear manufacturing, both matter: a gear must be produced accurately to spec and repeatably so across every part.
What does precision mean in the context of aerospace gears?
In aerospace gear manufacturing, precision means holding tooth geometry, surface finish, and dimensional features within extremely tight tolerances governed by AGMA quality ratings, to ensure predictable load transmission, minimal vibration, and long fatigue life in flight-critical systems.
What AGMA quality rating is required for aerospace gears?
Requirements vary by application. Hobbed and shaped aerospace gears commonly require AGMA 10 (legacy numbering), while ground gears in the most demanding applications reach AGMA 12–13, with the rating specified by the OEM based on operating loads, speeds, and fatigue requirements. Carnes-Miller Gear achieves AGMA 13 on ground spur and heat-treated gears for the most demanding aerospace work.
What types of gears are most commonly used in aerospace?
Spur, helical, bevel, and planetary gears are the most common, each suited to different transmission requirements. The choice depends on shaft orientation, load magnitude, speed, space constraints, and acceptable noise and vibration levels.
How does gear grinding improve aerospace gear performance?
Grinding corrects tooth profile and spacing errors introduced during heat treatment, achieving higher AGMA quality levels and superior surface finishes. The result is reduced noise, improved load distribution, and extended fatigue life in high-speed or high-load aerospace applications.
What is nital-etch testing and why is it required for aerospace gears?
Nital-etch testing uses dilute nitric acid to reveal grinding burns (localized thermal damage on gear tooth surfaces) that are invisible to standard inspection but can initiate premature fatigue cracking. Aerospace specifications under SAE AMS2649 and ISO 14104 require this test as a mandatory quality gate after grinding — Carnes-Miller Gear performs nital-etch testing in-house.


